- Kataloge
- ILLIG Maschinenbau GmbH & Co. KG
- Plattenformmaschine UA 100g, UA 150g, UA 155g, UA 200g, UA 225g, UA 250g, UA 300g
Plattenformmaschine UA 100g, UA 150g, UA 155g, UA 200g, UA 225g, UA 250g, UA 300g
1 /16Seiten

Plattenformmaschine UA 100g, UA 150g, UA 155g, UA 200g, UA 225g, UA 250g, UA 300g
1 /16Seiten
Katalogauszüge

Plattenformmaschine UA 100g, UA 150g, UA 155g UA 200g, UA 225g, UA 250g UA 300g Prozessgeregelte Maschine
Katalog auf Seite 1 öffnen
Geschwindigkeiten, Wege, Temperaturen und Vakuumwerte sind digital einstellund speicherbar. Damit bleibt die Produktqualität zuverlässig konstant und wird nachweisbar. Um Nachfolgeaufträge problemlos zu realisieren, werden sämtliche Prozessdaten gespeichert und archiviert. Je höher die Ausbaustufe, um so höher die Ausstoßleistung, um so komfortabler und schneller der Werkzeugwechsel, bei gleichzeitig sinkenden Produktherstellkosten. Die Ausstattungsfeatures können je nach Kundenanforderung variieren und als Ergebnis in verschiedensten Kombinationen geliefert werden. Mit der sich daraus ergebenden...
Katalog auf Seite 2 öffnen
2 3 Produktherstellkosten minimieren Kürzeste Umrüstzeiten durch Wechseln der Formatteile im Paket erhöhen die produktive Laufzeit der Maschine. Gewinnmaximierung Vorheizen, Fertigheizen, optimiertes Kühlen und Temperieren, minimieren die Produktherstellkosten, erhöhen die Ausstoßleistung und reduzieren die Rüstzeit. Alle Merkmale tragen dazu bei, die geforderten Leistungen in entsprechend hoher Qualität zu erfüllen und den Gewinn zu maximieren. In der Grundeinstellung wird die Heizzeitaufteilung berücksichtigt und beim ersten Takt ein gutes Ziehteil – unabhängig von äußeren Einflüssen – erzielt....
Katalog auf Seite 3 öffnen
dünnerer Halbzeuge zur Folge hat und damit auch zu höherer Wirtschaftlichkeit beiträgt. Eine weitere nicht zu unterschätzende Eigenschaft der Servoantriebe ist ihr, im Vergleich zu Pneumatik und Hydraulik, niedriger Energieverbrauch. Weiterhin weisen sie eine sehr hohe Reproduziergenauigkeit der Produktionsdaten auf. Diese führt gerade bei hochautomatisierten Maschinen oder Maschinen mit häufigen Formatwechseln zu einer hohen Anlagenverfügbarkeit. Die anzufahrenden Positionierungen, sind abspeicherbar. schiedlichen Geschwindigkeitsprofilen gefahren werden. Beispielhaft für ihren Einsatz sind:...
Katalog auf Seite 4 öffnen
Plattenformmaschine UA 155g mit Plattenbeschickungseinrichtung BE 155g ausgestattet für die Rollenverarbeitung 4 5 Während des Formvorganges spielt das Eintauchen der Form in das vorgestreckte Material eine bedeutende Rolle. Das Zusammenspiel zwischen pneumatischem Vorstrecken (Vorblasen) und den exakten synchronen Tischfahrbewegungen beeinflusst sowohl die gleichmäßige Materialverteilung, als auch die Qualität des Ziehteiles besonders in den Eckbereichen. Die Komplexität des Prozesses erfordert unterschiedliche Bewegungsabläufe (Antriebsvarianten) für Formtisch und Vorstreckstempel. Untertisch-...
Katalog auf Seite 5 öffnen
Zentriertisch: Arbeiten vom unzentrierten Plattenstapel. Als Orientierungshilfe für das Ausmitteln des Plattenstapels stehen Laserpointer zur Verfügung. Der Zentriertisch richtet die Platte in Längs- und Querrichtung aus, so dass diese dann vom Transport zuverlässig aufgenommen werden kann. Materialwechsel – Möglichkeiten: 1. Plattenmagazin ist auf das jeweilige Plattenmaß von Hand einstellbar. 2. Formateinstellung automatisch mit Speichermöglichkeit der Plattenmaße. Außerdem steht ein Plattenwagen zur Verfügung. Dieser kann außerhalb mit den Platten beschickt und in die Beschickung hineingeschoben...
Katalog auf Seite 6 öffnen
6 7 Zentrierung der Platten auf dem Zentriertisch Saugerspinne Ausbaustufen der BE-g Plattenbeschickungseinrichtung: Platte P Plattenverarbeitung Rolle R Rollenverarbeitung Platte – Rolle PR Verarbeitung von Platten und Folien von der Rolle. Das „Arbeiten von der Rolle“ erlaubt eine Verarbeitung der Folien im durchlaufenden Band (Rollenbahn), oder das Verarbeiten von Zuschnitten. Die Zuschnitte werden von der Rollenbahn mit dem Querschneider (Option) vollautomatisch in der Maschine zugeschnitten. Um höchste Taktzahlen zu erreichen, können die Zuschnitte ebenfalls voroder fertigbeheizt werden....
Katalog auf Seite 7 öffnen
Einfache Maschinenbedienung Die Komplexität des Prozesses beim Thermoformen setzt eine optimale Steuerungstechnik voraus, bei der die Verfahrensparameter geregelt und optimiert werden. Eine Novität ist eine Benutzeroberfläche, die eine gezielte Bedienerführung durch die einzelnen Prozessphasen zulässt. Das bedeutet, dem Bediener werden die veränderbaren Prozessparameter gezielt vorgegeben, wobei die Anzahl der einstellbaren Parameter auf ein Minimum reduziert sind. Die Auswirkungen der getroffenen Maßnahmen werden auf der Benutzeroberfläche dargestellt. Vorteile durch Industrie-PC (SIEMENS Panel-PC)...
Katalog auf Seite 8 öffnen
8 9 Intelligenz auf PC-Basis An Produktionsmaschinen werden heute hohe Anforderungen in Bezug auf Genauigkeít und Reproduzierbarkeit gestellt. Nur so lassen sich die hohen Qualitätsansprüche an die Formteile erfüllen. Für die Thermoformmaschinen bedeutet dies: Eigenschaften aufzuweisen, wie sie bereits bei der 3. Generation Standard sind. Die von ILLIG entwickelten Steuerungssysteme und Regelstrategien gewährleisten problemlose Fertigungsabläufe mit hoher Verfügbarkeit bei gleichzeitiger Bedienerfreundlichkeit. Prozessregelung Kompensationsmethoden für die Reproduzierbarkeit des Temperaturprofiles...
Katalog auf Seite 9 öffnen
teile nicht beeinträchtigt wird, deren Qualität mit Hilfe der bereits bekannten „rechnergestützten Grundeinstellung“ an der Maschine erzielt wird. Die hierbei ermittelten Einstelldaten und Prozesszeiten lassen sich so weit optimieren dass der Maschinenablauf gezielt auf das zu fertigende Formteil abgestimmt werden kann. Dies wirkt sich leistungssteigernd auf die Taktzeit aus, ohne dass Einbußen bei der Produktqualität entstehen. Im Zusammenwirken aller prozessrelevanten Parameter lässt sich die Ausformung und die Verteilung der Wandstärke in der Seitenwand reproduzierbar beeinflussen. Aufbauend...
Katalog auf Seite 10 öffnen
prozessgeregelte Maschine durch servomotorische Antriebe 10 11 Die schonende und gleichmäßige Erwärmung des Halbzeugs ist der Schlüssel für ein gutes Umformergebnis. Die Heizungen sind mit Hochtemperatur-Keramikstrahlern (HTS) bestückt. Diese sind hohl, thermoisoliert und haben einen hohen Wirkungsgrad. Die Heizeigenschaften sind universell, d. h. auch vorbedruckte Materialien können gleichmäßig beheizt werden. Die hierfür notwendigen Heizzeiten sind unabhängig von der Farbe des Halbzeuges. Für einen hohen effektiven Wirkungsgrad ist die Strahlungsfläche geschlossen. Dies garantiert eine gute...
Katalog auf Seite 11 öffnenAlle Kataloge und technischen Broschüren von ILLIG Maschinenbau GmbH & Co. KG
 HSA 50d
HSA 50d5 Seiten
 BSA 37
BSA 375 Seiten
 SB 74e
SB 74e5 Seiten
 IC-RV 74d
IC-RV 74d5 Seiten
 RV 53
RV 534 Seiten
 IC-RDK 80
IC-RDK 805 Seiten
 PH
PH6 Seiten
 IC-RDM 76K
IC-RDM 76K5 Seiten
 IC-RDM 54Kc
IC-RDM 54Kc5 Seiten
 UA 100g
UA 100g4 Seiten
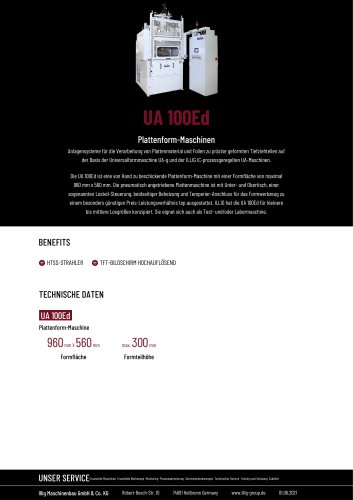 UA 100Ed
UA 100Ed4 Seiten
 RDM 54K
RDM 54K17 Seiten
 Universal-Plattenformmaschine
Universal-Plattenformmaschine12 Seiten
 ILLIG
ILLIG51 Seiten
 Blistersiegelautomat BSA 37
Blistersiegelautomat BSA 378 Seiten
 Kleinformgerät KFG 37
Kleinformgerät KFG 372 Seiten
 Vakuumformmaschine VF 74
Vakuumformmaschine VF 742 Seiten
 Skin- und Blistermaschine SB serie
Skin- und Blistermaschine SB serie12 Seiten
 Vakuumformautomat RV serie
Vakuumformautomat RV serie16 Seiten
 Druckluftformautomat RD 53c
Druckluftformautomat RD 53c1 Seite
 Bördelautomat BAG 50b
Bördelautomat BAG 50b2 Seiten
 Druckluftformautomat RDM 70K, RDM78K
Druckluftformautomat RDM 70K, RDM78K12 Seiten
 UA 155g
UA 155g4 Seiten
 UA 150g
UA 150g4 Seiten
 UA 200g
UA 200g4 Seiten
 UA 225g
UA 225g4 Seiten
 UA 250g
UA 250g4 Seiten
 ILLIG diagnosis report
ILLIG diagnosis report1 Seite
 Heating tunnel
Heating tunnel1 Seite
 Spare parts packages
Spare parts packages1 Seite
 Lubricants
Lubricants1 Seite
 ILLIG NetService
ILLIG NetService1 Seite
 Extruder linkage kit
Extruder linkage kit1 Seite
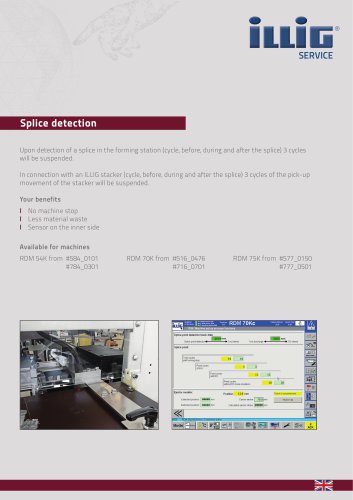 Splice detection
Splice detection1 Seite
 Tool kit
Tool kit1 Seite
 heat sealing press HSP 35b
heat sealing press HSP 35b2 Seiten
 IC-RDKP 72
IC-RDKP 7220 Seiten
 FS 37 Form, Fill and Seal Line
FS 37 Form, Fill and Seal Line7 Seiten
 Form, Fill and Seal Lines
Form, Fill and Seal Lines20 Seiten
 Additional units, system components
Additional units, system components12 Seiten
 system
system2 Seiten











Archivierte Kataloge
 ILLIG Health Check
ILLIG Health Check1 Seite
- Verpackungsmaschine
- Automatische Verpackungsmaschine
- Produktionszelle
- Automatisierte Produktionsanlage
- Stanzzentrum
- Hauben-Verpackungsmaschine
- Stapelmaschine
- Automatische Thermoformmaschine
- Verpackungsmaschine mit Vertüllen
- Medizinische Verpackungsmaschine
- Kompakte Verpackungsmaschine
- Thermoformmaschine für Verpackung
- Blister-Verpackungsmaschine
- Rollen-Thermoformmaschine
- Automatische Stapelmaschine
- Bördelmaschine
- Vakuum-Thermoformmaschine
- Automatisches Handlingsystem
- Flexible Verpackungsmaschine