- Kataloge
- ILLIG Maschinenbau GmbH & Co. KG
- Vakuumformautomat RV serie
Vakuumformautomat RV serie
1 /16Seiten

Vakuumformautomat RV serie
1 /16Seiten
Katalogauszüge

Vaku Umformung mit unter- mat i sieru ngeg raden. einfach aufgetauten Werk- zeugen lassen sich Formteile auch in kleinen Serien herstel- durch Vorstrecken der Fdie eine gleichmadige WancMfcks keiten zum Formen, Stanzen formten Teilen. Der zusätzliche Ehbau einer lerem« schnellerem Werkzeug- Vcrstrecken der Folie verbes- sert die WanckJcke bei hohen Cie Ausformung erfoty Ober varmgerte Fctmluftwege s^ht der gesamte Formdruck ir kürzester Zeit zur VerfU- cjjig. Mit deeer Ausstattung
Katalog auf Seite 2 öffnen
>;hn«U^<Bch&?tt«':hnik WH r+i^jqs-v fitem vakuumrormung vorteilhaft bei kleineren Seriem sechs Formprogramme, hoher Automahsienjigs grad und schneier Formatwechsel. weltweit einmal^es hefte VVIederholgenauig- Störungsfrei Betritt» vier unatfröngig sine Vielzahl vonWerk- geringem Wartungsauf- hefte Wirtechaftlchksil durch geringen Energie- schnelle zuverlässige Inbetriebnahme^ optimal« Verf Q^MrioMt von Anfang
Katalog auf Seite 3 öffnen
wirtschaftliches "mermoTormen in unterschiedlichen Losgrößen. einlache Wericzeugtechnik Teilen. Dieee Technik erlaubt mjng auch bei Meinen rtWaeugtragern ausge- Spannrahmen werden pneu- bewegt Je nach Werkzeug- gramm lassen eich de Oberrahmen Uber entspre- verhalt eich anabgzum flachen Teilen die Taktzeit und laseen eich digital am zentralen Bedienfeld einstellen. Diese Bneteldsten können gespei- chert und archiviert werden. damit die wertere Reproduzier - Djrch indrekte Werkzeug- kUhlung oder Verwendung d rata gekühlter Werfzeug« VcrechuUönge erfdgtvom nische Poeiticnieran trieb Nach AWauf dee...
Katalog auf Seite 4 öffnen
Hasch inen für Vakuumformung >;hn«U^<Bch&?tt«':hnik WH r+i^jqs-v fitem einfache werKzeugtecrmilc Ixeitev sowie de Schnell- Stanzwerkzeuge* Entspre- stellt sich die Positon der Bandst ahtettrize automati*:h erfolgt nach oben in formst- Stepetänrichtung geklemmt getrennt. Eine weitere Bewe- gung bringt die Formale in Über eir^ Zähleinrichtung djktstapel gebildet die danr laulblech geechcben werden. Stepelbewegungen lassen fahrt^ damit ist die Position auch während des Betriebes
Katalog auf Seite 5 öffnen
9a pnajTü nx™ KecscepifW ^art mit DrucKlurtunterstutzung n* bessere Ausformscltirfe DrucMuftfctrmfig zugeordnet irden, körnen preiswert ajf diesen Maschinen gefertgt äehen für höhere Leistung. geringe Formatteilekosten, Kern der innovativen Technk thermcformberen Kunst- etoffen. einfache Bedienung, hefte Auestoßleistung* schneller Werkzeugwechsel, rechnergestutzte Grundein - nung sind die Vorteile der Qe robuste Ausführung aler hechbesnspfuchten Baut&ie garantiert einen Dauerbetrieb kompetenten Service -wolt- FormprcseesesK Neuartige h erstellung kcmpJexer Forni- [«[geornetrien. InVertinding...
Katalog auf Seite 6 öffnen
Wirtschaftliches Thermofornwn in uiterschlGdlfchsn Losgrößen. Kurze Formiuftwege orhürwn die Mrferidieo. wie PS» PVC. PET Heizung und FcJient raneport und PP verartertbar Mit der erlaiben eine prcfcJembse RV53c laaeen eich Material- Verarbeitung von PP Fdien. bei RV 74c sowie optional bei Für das Uarheizen stehen Ergärsun^sbeuetein steht eine Stelleinrichtung sowie eine Lochstanze zurVerfo- zurtgebfustan etehteine Sardstahlstsnze* Lcchäanze einzelnen Kavitäten erlauben eorrit kürzeste Zykluszeiten Formluft und Vakuum stehen wahlweieer UrmchaltrnoglGh- \tablaeeinrichtung durch pneumati^hee Vcretrecken...
Katalog auf Seite 7 öffnen
Größere Formnacrre, nocftwertlge Tgchnlk Optimierte Maecliinenajsstat- tung f ir höhere Leistung* chen Vorteilen beim Famen Maschine uestattung ordiniertem Thermoform- prozeee errechber: Dieser bester* aus einer Vielzahl von gesamten Prozeesablauf rrit einteeieherL Servo motorisch angetrie- CXirch dedpreizeinrichtifig wird der Folien transport m Folie geepamt und somit FsitenbiMungen beim Folien- formprozees vermieden. C iee wirkt sich beeoröers neue Heizungstechnik. tung. Die einzelnen Strahler- reihen sind über einen Pilot- ä rahler regelben Abfiangjg Folienbreite werden nicht börvst igte Strahlerreihen...
Katalog auf Seite 8 öffnen
optimterungsmognchReiten durch KunctenspQzfrische Ausstattung. Bardstahlschritts djrch servomotorische Antrieb sergt neuen Am riebst echnik im Tiptf^etrieb. in Kriech- eder Schleichfahrt bewegt werden. Dies wirkt eich beeonders positiv beim Einrichten des spielfreie Hohen Verstellung verteseertdie Standzeiten gestützte Grundeinatellunge- Bandstahlschnittes erfcJgt ctirch eine spezielle Verstell- Poeiticfien können während werden und sind nadi Opti- mierung speicherbsr Eine Bsndstahlechnittheizung stan zungen. Ober- und Untertisch lassen sich alle Formteile innerhalb Bodsnstanzungen versehen....
Katalog auf Seite 9 öffnen
Stapel Stationen geringe Formatteilkoeten, Zuverlässigkeit, sowie ergo- norrischee Endverpacken eind die Basie f Ot Wirtschaft gespeichert werden. Damit lung jegliche Bnetellarbeit und eine schnelle und zuver- tefülfte Band gezielt entleert werden und steht danach cfem Bedener ale Ziffer zur eysteme berücksichtigt auch Austausch der Stepel teile Trans pcrtech ritt durch das erfolgt nach oben in formst- Fcrmband wird geklemmt und getrennt. Eine wertere Bewe- gung bringt die Formteile in den Stapelkaf ig. über eine* sprechende ProduktstapeJ synchron laufendes Trans- portfcend geschoben werden.
Katalog auf Seite 10 öffnen
kundenspezinscr»n Anforderunggn. (optional RVSSc) Dieeenornotorischen Antritte Roheren Bnetell- und &ed<tf- kemfort Auf einfachete Weise* »nsteilea Dabei werden die realisiert. Dieae Werte sind nach unten, drucken die taktweise sich ab senkendes Die Afceenkwege sind unter- echiedlch pregrarrmierbar. damit kann ein festeres oder lechteree Ineinandersetzen der Formteile erzielt werden. Nach erreichter Stückzahl Austransportbard Übergeben portiert De Auelauf höhe erlaubt eine erg^nomieche varianten beeinflussen unter Anderem auch den Form- bedeutet auch
Katalog auf Seite 11 öffnen
; r; -cvr MtttMVdatoa CUtf) :i c*spül ■ tr-;L Einfach© Bedienung und r gehner gestützte Grunde tnstellung. kenntniesen führen zum opti- malen Maechinenprograirm» Formen. Stanzen und Stapeln aufgrund deeer Verfahrens- technik mit Hilfe der rechner- gsetützten Grundeinstellung für neue Werkzeuge eine Ly* Msrahinen Eitzen somit nach einfachster Bedienung Besondere bei hohem Auto- wesentlicher Faktor für eine maximale VerfdcfDanVert AJIe Klrden Procliktbnsprozees erforderlichen Daten wercten Die optimierten Osten eind ProduktwiederhcJung sofort Fertigung kann auf alle permanent zugegriffen
Katalog auf Seite 12 öffnenAlle Kataloge und technischen Broschüren von ILLIG Maschinenbau GmbH & Co. KG
 HSA 50d
HSA 50d5 Seiten
 BSA 37
BSA 375 Seiten
 SB 74e
SB 74e5 Seiten
 IC-RV 74d
IC-RV 74d5 Seiten
 RV 53
RV 534 Seiten
 IC-RDK 80
IC-RDK 805 Seiten
 PH
PH6 Seiten
 IC-RDM 76K
IC-RDM 76K5 Seiten
 IC-RDM 54Kc
IC-RDM 54Kc5 Seiten
 UA 100g
UA 100g4 Seiten
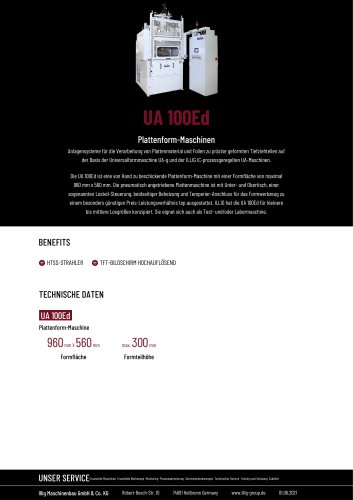 UA 100Ed
UA 100Ed4 Seiten
 RDM 54K
RDM 54K17 Seiten
 Universal-Plattenformmaschine
Universal-Plattenformmaschine12 Seiten
 ILLIG
ILLIG51 Seiten
 Blistersiegelautomat BSA 37
Blistersiegelautomat BSA 378 Seiten
 Kleinformgerät KFG 37
Kleinformgerät KFG 372 Seiten
 Vakuumformmaschine VF 74
Vakuumformmaschine VF 742 Seiten
 Skin- und Blistermaschine SB serie
Skin- und Blistermaschine SB serie12 Seiten
 Druckluftformautomat RD 53c
Druckluftformautomat RD 53c1 Seite
 Bördelautomat BAG 50b
Bördelautomat BAG 50b2 Seiten
 Druckluftformautomat RDM 70K, RDM78K
Druckluftformautomat RDM 70K, RDM78K12 Seiten
 UA 155g
UA 155g4 Seiten
 UA 150g
UA 150g4 Seiten
 UA 200g
UA 200g4 Seiten
 UA 225g
UA 225g4 Seiten
 UA 250g
UA 250g4 Seiten
 ILLIG diagnosis report
ILLIG diagnosis report1 Seite
 Heating tunnel
Heating tunnel1 Seite
 Spare parts packages
Spare parts packages1 Seite
 Lubricants
Lubricants1 Seite
 ILLIG NetService
ILLIG NetService1 Seite
 Extruder linkage kit
Extruder linkage kit1 Seite
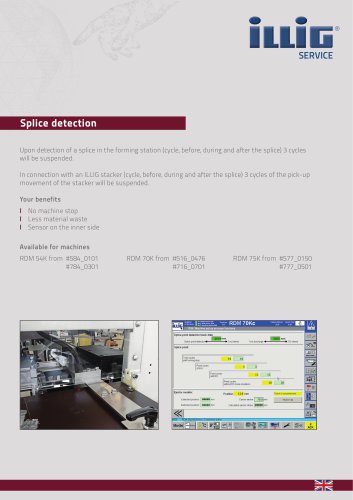 Splice detection
Splice detection1 Seite
 Tool kit
Tool kit1 Seite
 heat sealing press HSP 35b
heat sealing press HSP 35b2 Seiten
 IC-RDKP 72
IC-RDKP 7220 Seiten
 FS 37 Form, Fill and Seal Line
FS 37 Form, Fill and Seal Line7 Seiten
 Form, Fill and Seal Lines
Form, Fill and Seal Lines20 Seiten
 Additional units, system components
Additional units, system components12 Seiten
 system
system2 Seiten












Archivierte Kataloge
 ILLIG Health Check
ILLIG Health Check1 Seite
- Verpackungsmaschine
- Automatische Verpackungsmaschine
- Produktionszelle
- Automatische Produktionsmaschine
- Stanzzentrum
- Hauben-Verpackungsmaschine
- Thermoformmaschine
- Stapelmaschine
- Automatische Thermoformmaschine
- Verpackungsmaschine mit Vertüllen
- Medizinische Verpackungsmaschine
- Kompakte Verpackungsmaschine
- Thermoformmaschine für Verpackung
- Blister-Verpackungsmaschine
- Rollen-Thermoformmaschine
- Automatische Stapelmaschine
- Bördelmaschine
- Vakuum-Thermoformmaschine
- Automatisches Handlingsystem
- Flexible Verpackungsmaschine