- Kataloge
- Panasonic Robot & Welding system solutions
- TAWERS integriertes Roboterschweiß-System
TAWERS integriertes Roboterschweiß-System
1 /20Seiten

TAWERS integriertes Roboterschweiß-System
1 /20Seiten
Katalogauszüge

SIMPLY WELDING. INTEGRIERTES ROBOTERSCHWEIßSYSTEM
Katalog auf Seite 1 öffnen
UNTERNEHMENSPROFIL Seit 1957 entwickelt Panasonic Produkte für die Schweißtechnik und ist heutzutage im Bereich der MIG/MAG/WIG und Laser-Schweißtechnologie und dem Roboterschweißen weltweit vertreten. Panasonic Robot & Welding Europe bildet das europäische Vertriebsund Technikzentrum für alle Produkte rund um das Schweißen. Der Hauptsitz ist in Neuss bei Düsseldorf und verfügt über ein großes technisches Center mit Schulungsräumen sowie Schweißversuchsbereichen und bildet damit das Kompetenzzentrum für Roboterschweißsysteme. Mit einem breit aufgestellten System-, bzw. Vertriebspartnernetzwerk...
Katalog auf Seite 2 öffnen
ROBOT SYSTEM Fusion von Roboter, Robotersteuerung, Stromquelle und Servo-Drahtvorschub zu einer Einheit. Schneller, besser und weltweit einmalig. Alles von einem Hersteller. Die Idee hinter TAWERS basiert auf der in TAWERS enthaltenen „Fusionstechnologie“, wobei die Robotersteuerung mit der Schweißstromquellensteuerung verschmolzen ist. Alle Steuerungsumfänge wie Datenverarbeitung und Programmierabfolge für die Schweißstromquelle, die Drahtzuführung und der Roboter sind vereint auf einer 64-Bit CPU Plantine. Diese Technologie ermöglicht eine um bis zu 250-mal schnellere Kommunikation als bisher...
Katalog auf Seite 3 öffnen
TAWERS – EINFACH ERKLÄRT KEINE SCHNITTSTELLENPROBLEME ETHERNET HÖCHSTMAß AN FLEXIBILITÄT DER SCHWEIßVERFAHREN SENKUNG DER PRODUKTIONSKOSTEN HOHE PROZESSGESCHWINDIGKEIT OPTIMALE ZUGÄNGLICHKEIT AUFGRUND DES SCHLANKEN AUFBAUS Fusion von Roboter, Robotersteuerung, Stromquelle und Servo-Drahtvorschub zu einem System. Schneller, besser und weltweit einmalig. Alles von einem Hers
Katalog auf Seite 4 öffnen
IHRE VORTEILE BENUTZERFREUNDLICHE HANDHABUNG SCHWEIßDATENÜBERWACHUNG UND -ERFASSUNG EINFACHE ERSTELLUNG DER SCHWEIßPARAMETER DURCH SCHWEIßNAVIGATION TAWERS 100 KHZ INVERTER-TECHNOLOGIE SPRITZERARMES SCHWEIßEN SCHWEIßEN MIT GERINGER WÄRMEZUFUHR SCHWEIßEN VON DÜNN- UND DICKBLECH MIT EINER STROMQUELLE VERMEIDUNG VON NACHARBEIT TAWERS - The Are Welding Robot System 5
Katalog auf Seite 5 öffnen
STANDARD FUNKTIONEN LIFT-START/LIFT-ENDE Bei Start und Ende des Schweißvorgangs hebt der Roboter den Schweißbrenner schnell an. Durch die Koordination der Roboterbewegung mit den vorgegebenen Schweißparametern und der DrahtförderSteuerung werden Qualität und Taktzeit verbessert. Spritzreduzierung beim Lichtbogenzünden Anheben Taktzeitreduzierung beim Schweißprozessende WIEDERHOLFUNKTION FÜR LICHTBOGENZÜNDUNG Wenn ein Fehler bei der Zündung des Lichtbogens festgestellt wird, startet der Roboter automatisch einen erneuten Zündversuch. INKREMENTBEWEGUNG Diese Funktion ermöglicht es dem Roboter,...
Katalog auf Seite 6 öffnen
Standard Schweißstart FLIEGENDER START Führt den Schweißstart/-endebefehl eine kurze Zeit vor dem Anfang/Ende durch. Fliegender Start Schweißstartpunkt / Schweißstart AUTOMATISCHE DRAHTEINZUGSFUNKTION Vorwärtsbewegung zum nächsten Punkt Vorwärtsbewegung zum nächsten Punkt Nächste Schweißnaht Wenn der Roboter zum nächsten Schweißstartpunkt fährt, wird der Schweißdraht automatisch eingezogen, wodurch sich die Lichtbogenzündung verbessert. SCHWEIßNAVIGATION ERMÖGLICHT PARAMETERFESTLEGUNG Eine große Parameterdatenbank aufgrund unserer Erfahrung ist für Ihre Auswahl hinterlegt. Die Schweißnavigation...
Katalog auf Seite 7 öffnen
SUPER IMPOSITION CONTROL SP-MAG-PROZESS Anwendung: Stahl/Austenitischer Edelstahl | 1 – 2 mm Blechdicke Lichtbogen: Bis 200 A Vorteile: Drastische Reduktion der Schweißspritzer, höchste Nahtqualität bei geringer Wärmezufuhr VERGLEICH SPRITZERENTSTEHUNG Spritzerreduzierung (MAG) 350GB2 100 Spritzerreduzierung bei 150 A (verglichen mit der YD-35062 Stromquelle) SO FUNKTIONIERT ES SP-MAG II Schweißkennlinie 1. Ein stabiler Kurzschlussverlauf wird durch die SuperImposition der Wellenform erreicht. Kurzschlusszyklus (konventionelles Mischgas Schweißen) 2. Die Einschnürungskontrolle erkennt Einschnürungen...
Katalog auf Seite 8 öffnen
HYPER DIP PULS HD-PULS-PROZESS Anwendung: Stahl | > 3 mm Blechdicke Lichtbogen: Bis 350 A Vorteile: Besserer Einbrand/bessere Qualität bei hohen Schweißgeschwindigkeiten, geringe Kerbwirkung NUTZEN HD-Puls ermöglicht Hochgeschwindigkeits-Puls-Schweißen Normal Puls SO FUNKTIONIERT ES Typ des Tropfentransfers Tropfen lang weit Normal Puls Tröpfchen (Kurzschluss) dicht
Katalog auf Seite 9 öffnen
DER KALTE SCHWEIßPROZESS FÜR BESTE QUALITÄT ACTIVE WIRE PROZESS (AWP) Anwendung: (Edel-)Stahl | < 2 mm Blechdicke Kurzlichtbogen: Bis 200 A Vorteile: · Reduzierung von Schweißspritzern im Allgemeinen und bei ungünstiger Brenneinstellung · Verminderung des Festklebens der Schweißspritzer an den Bauteilen durch ein geringeres Volumen und eine feinere Körnung der Spritzer Mischgas (MAG)-Schweißen Active TAWERS • Sehr gute Schweißnahtqualität beim Dünnblech-Schweißen • Nahezu spritzerfreies Schweißen auch in Zwangslagen durch pulsierenden Draht • Reduzierung der Schweißspritzer um ca. 80 % beim Lichtbogenstart...
Katalog auf Seite 10 öffnen
DER OPTIMIERTE UND INNOVATIVE KURZLICHTBOGEN HOT ACTIVE PROZESS (HOT-AWP) – OPTION Anwendung: (Edel-)Stahl | < 3 mm Blechdicke Kurzlichtbogen: Erweiterung des Kurzlichtbogenbereichs bis ca. 250 A Vorteile: · Tiefer Einbrand gewährleistet · Hervorragende Spaltüberbrückung · Starke Reduktion von Schweißspritzern sowie Schmauch an den Bauteilen · Sehr gute Schweißbadkontrolle NUTZEN Mehr Drahtauftrag und mehr Wärmeeinbringung verbessern die Nahtform AWP 80 Empfohlener Strombereich beim CO2-Schweißen Empfohlener Strombereich beim MAG-Schweißen Der neue AWP-Prozess Hot Active ermöglicht eine niedrigere...
Katalog auf Seite 11 öffnenAlle Kataloge und technischen Broschüren von Panasonic Robot & Welding system solutions
 Hybrid-Roboter LA-1800
Hybrid-Roboter LA-18004 Seiten
 POSITIONER & PERIPHERIEN
POSITIONER & PERIPHERIEN2 Seiten
 PC-Software DTPS
PC-Software DTPS10 Seiten
 PerformArc Schweißsysteme
PerformArc Schweißsysteme12 Seiten
 Roboter-Schweißbrenner
Roboter-Schweißbrenner2 Seiten
 Wire Booster
Wire Booster2 Seiten







Archivierte Kataloge
 Antriebs systeme Katalog 2019
Antriebs systeme Katalog 201912 Seiten
 SOLARGESTUTZTE
SOLARGESTUTZTE2 Seiten
 NOTBELEUCHTUNGS SYSTEME
NOTBELEUCHTUNGS SYSTEME2 Seiten
 EUROPAISCHE E-CALL
EUROPAISCHE E-CALL2 Seiten
 WEARABLES LI-IONEN PIN-TYPE
WEARABLES LI-IONEN PIN-TYPE2 Seiten
 E-Bike Systeme
E-Bike Systeme12 Seiten
 Pin-type Li-ion batteries
Pin-type Li-ion batteries2 Seiten
 Ni-MH batteries leaflet - E-call
Ni-MH batteries leaflet - E-call2 Seiten
 WIG Filler System DE
WIG Filler System DE1 Seite
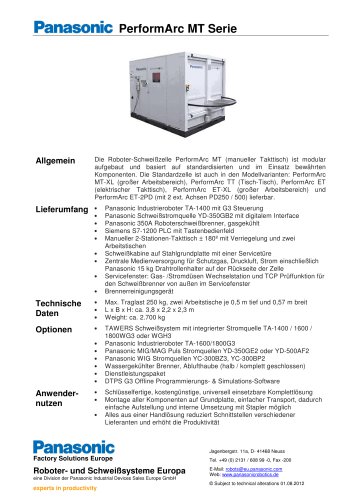 PerformArc MT Serie
PerformArc MT Serie1 Seite
 PerformArc ET-Serie
PerformArc ET-Serie1 Seite
 Panasonic Eco ideas
Panasonic Eco ideas2 Seiten
 POSCAP
POSCAP40 Seiten
 Power Choke Coil
Power Choke Coil19 Seiten
 Electric Double Layer Capacitors
Electric Double Layer Capacitors12 Seiten
 PAN1326C2
PAN1326C21 Seite
 Panasonic Torches
Panasonic Torches2 Seiten
 Panasonic Welding Power Sources
Panasonic Welding Power Sources2 Seiten
 PAN1326 Design Guide
PAN1326 Design Guide22 Seiten
 PAN9026
PAN902682 Seiten
 PAN1326C
PAN1326C40 Seiten
 PAN9420 Command Specification
PAN9420 Command Specification95 Seiten
 PAN1762
PAN176217 Seiten
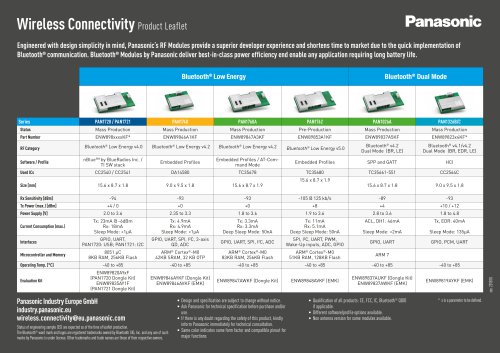 Wireless Connectivity 2019
Wireless Connectivity 20192 Seiten
 PAN1326C2 2019
PAN1326C2 201948 Seiten
 802.15.4-Modem PAN4580
802.15.4-Modem PAN45802 Seiten
 EMERGENCY LIGHTING
EMERGENCY LIGHTING2 Seiten
 PAN1761
PAN17612 Seiten
 PAN1740
PAN174041 Seiten
 PAN1760A
PAN1760A2 Seiten
 SOFT PYROLYTIC GRAPHITE
SOFT PYROLYTIC GRAPHITE2 Seiten
 SMD Lytic Capacitor V Chip
SMD Lytic Capacitor V Chip2 Seiten
 WIRELESS CONNECTIVITY
WIRELESS CONNECTIVITY2 Seiten
 Batteries Short-Form-Catalog
Batteries Short-Form-Catalog52 Seiten
 Microcomputer
Microcomputer24 Seiten
 TAWERS Active Wire Process
TAWERS Active Wire Process1 Seite
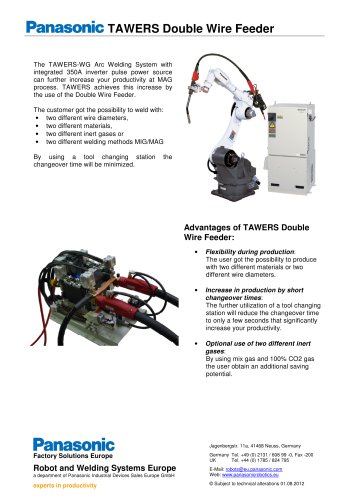 TAWERS Double Wire Feeder
TAWERS Double Wire Feeder1 Seite
 YD-350GB2
YD-350GB22 Seiten
 TAWERS Hyper Dip Pulse
TAWERS Hyper Dip Pulse2 Seiten
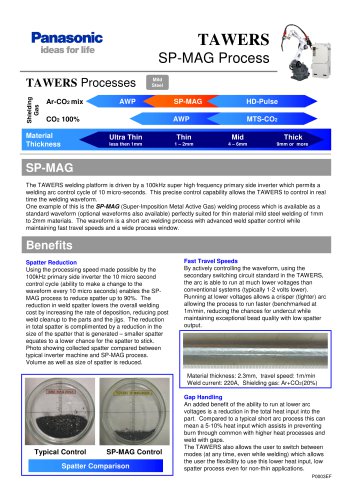 SP-MAG Process
SP-MAG Process2 Seiten
 PerformArc Automotive
PerformArc Automotive1 Seite
 PerformArc C Series
PerformArc C Series1 Seite
 PerformArc TT Series
PerformArc TT Series1 Seite
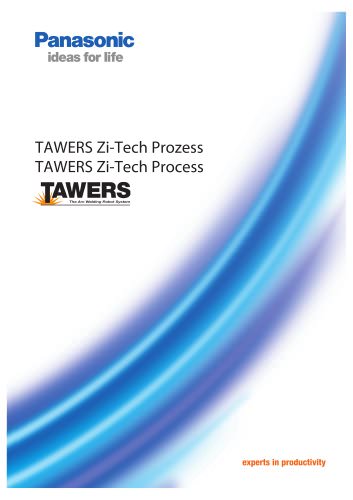 TAWERS Zi-Tech Process
TAWERS Zi-Tech Process2 Seiten
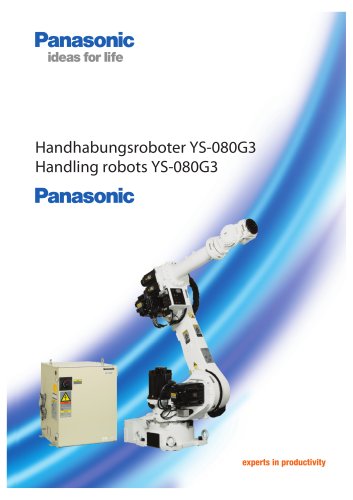 Handling Robots YS080G3
Handling Robots YS080G32 Seiten
 Handling robots HS-G3 Series
Handling robots HS-G3 Series4 Seiten
 Welding Systems Solutions
Welding Systems Solutions12 Seiten
 Welding Robots G3 Series
Welding Robots G3 Series6 Seiten
 Panasonic G3 Welding Robots
Panasonic G3 Welding Robots6 Seiten
 TAWERS WG3 Series
TAWERS WG3 Series12 Seiten
 WG3 Welding Robots
WG3 Welding Robots12 Seiten
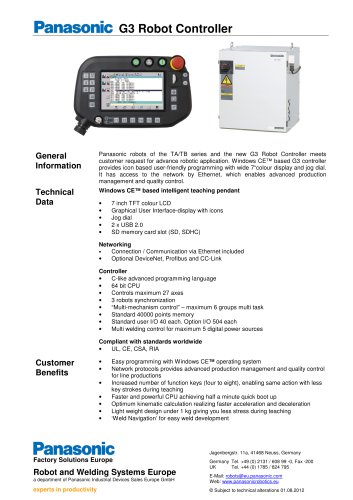 G3 Robot Controller
G3 Robot Controller1 Seite
 Panasonic Positioner
Panasonic Positioner4 Seiten
 Panasonic Welding System Solutions
Panasonic Welding System Solutions12 Seiten
 TAIWERS-Welding Solution
TAIWERS-Welding Solution12 Seiten
 Industrial Robots TM TL series
Industrial Robots TM TL series6 Seiten
 Handling Robots
Handling Robots2 Seiten
 Positioners
Positioners4 Seiten
 Welding Power Sources
Welding Power Sources2 Seiten
 DTPS-G3
DTPS-G34 Seiten
 DTPS G3-Software
DTPS G3-Software4 Seiten







- Schweißsystem
- Panasonic Industrieroboter
- Automatisierungssoftware
- Management-Software
- Analysesoftware
- Automatischer Schweißautomat
- Echtzeit-Software
- Panasonic Knickarmroboter
- Steuerungssoftware
- Panasonic 6-Achs-Roboter
- Elektrischer Servomotor
- Überwachungssoftware
- Bodenstehender Roboter
- 3D-Software
- Umschlag-Roboter
- Inspektionssystem
- Visualisierungs-Softwarelösung
- Simulationssoftware
- Schweißmaschine für Metall
- Programmiersoftware