Hochhart
1 /160Seiten
Hochhart
1 /160Seiten
Katalogauszüge

EINSTECHEN ABSTECHEN NUTFRÄSEN NUTSTOSSEN KOPIERFRÄSEN REIBEN EINSTECHEN ABSTECHEN NUTFRÄSEN NUTSTOSSEN KOPIERFRÄSEN REIBEN HOCHHARTE SCHNEIDSTOFFEDiamant und Kubisches Bornitrid ULTRA HARD CUTTING MATERIALS Diamond and Cubic Boron Nitride GR00VING PARTING OFF GROOVE MILLING BROACHING PROFILE MILLING REAMING
Katalog auf Seite 1 öffnen
(ü h horn pfD Sehr geehrter Kunde, unser Ziel ist es, mit den in diesem Katalog vorgestellten Werkzeugen das höchste Maß an Wirtschaftlichkeit und Präzision bei Ihnen zu erreichen. Der neue HORN-Katalog HOCHHARTE SCHNEIDSTOFFE beinhaltet ein sehr umfangreiches Standardprogramm im Bereich der Diamantschneidstoffe und zielt darauf ab, Ihren Arbeitsalltag zu erleichtern und Ihnen schnell und übersichtlich die gewünschten Informationen zur Verfügung zu stellen. Wir sind in der Lage, Standard- und Sonderwerkzeuge binnen kürzester Zeit zu liefern. Mit unseren Werkzeuglösungen, unserem Know-how und...
Katalog auf Seite 2 öffnen
INHALTSVERZEICHNIS / SUMMARY D Hochglanzdrehen High polish turning Polykristalliner Diamant Polycrystalline Diamond A ISO-Schneidplatten PKD / CVD-D Iso Inserts PKD / CVD-D B B PKD / CVD Planfräswerkzeug System DTM PCD / CVD face milling tool System DTM C C CVD-D Fräswerkzeug System DS CVD-D milling tool System DS Monokristalliner Diamant Monocrystalline Diamond E E Hochglanzfräsen High polish milling F Kubisches Bornitrid Cubic boron nitride F System Supermini® System Supermini® G System Mini System Mini H System 229 System 229 J Technische Hinweise, Zubehör Technical Instructions, Additional...
Katalog auf Seite 3 öffnen
Definition von hochharten Schneidstoffen Unter dem Begriff hochharte Schneidstoffe sind alle Schneidstoffe definiert, die in der Härteskala über den Hartmetallen, Cermets und Schneidkeramiken angesiedelt sind. Innerhalb dieser Definition lassen sich zwei Gruppen unterscheiden: Diamantschneidstoffe CBN-Substrate Diamantschneidstoffe lassen sich in zwei Hauptgruppen trennen, Mono- und Polykristallin, wobei sich Polykristallin wieder in zwei Untergruppen aufteilt. Monokristalline Diamanten finden ihren Einsatz im Bereich Finish und Superfinish. Beste Oberflächen und höchste geometrische Genauigkeiten...
Katalog auf Seite 4 öffnen
Definition ultra hard cutting materials The term ultra hard cutting materials describes all cutting materials that are classified above carbides, cermets and cutting ceramics on the hardness scale. Within this definition, it is possible to differentiate between two groups: Diamond cutting materials PCBN substrates Diamond cutting materials can be split into two main groups, monocrystalline and polycrystalline, whereby polycrystalline is then split into a further two subgroups. Monocrystalline diamonds are used in finishing and superfinishing processes. Optimum surfaces and maximum geometric accuracies...
Katalog auf Seite 5 öffnen
Anwendung hochharter Schneidstoffe Application of ultra hard cutting materials Die richtige Anwendung ist entscheidend, um das große Potential der CBN- und Diamantschneidstoffe in der Fertigung optimal zu nutzen. Die große Härte des Diamanten in seinen unterschiedlich angebotenen Formen wie PKD, MKD, CVD-D oder Naturdiamant und der daraus resultierenden Schneidenschärfe verlangen ein teilweise anderes Herangehen an die jeweilige Zerspanungsaufgabe, als mit herkömmlichen Schneidstoffen. Die hohe Warmbeständigkeit in Verbindung mit der hohen Härte, die zweithöchste nach Diamant, macht CBN (polykristallines...
Katalog auf Seite 6 öffnen
Polykristalliner Diamant Polycrystalline Diamond ISO-Schneidplatten ISO Inserts OVD-Dickschicht und PKD-bestückt CVD-D and PCD tipped mit HORN 3D-Geometrien with HORN 3D geometries
Katalog auf Seite 7 öffnen
CVD-D, das Maximum an Härte CVD-D, maximum strength Die Verschleißfestigkeit von CVD-D übertrifft die von PKD deutlich. Grund hierfür ist die nicht vorhandene, metallische Bindefase und der daraus resultierende Diamantanteil von nahezu 100 Prozent. Einzelne, monokristalline Diamantkörner werden aus Gas abgeschieden und verwachsen untrennbar miteinander zu einer soliden, polymeren Diamantschicht. Das Verfahren ähnelt der Diamantbeschichtung von Hartmetallwerkzeugen, jedoch ist dort die Schichtstärke nur wenige µm dick und somit nach relativ kurzer Einsatzdauer abgetragen. Neben der maximalen Härte...
Katalog auf Seite 8 öffnen
PKD ist nicht gleich PKD Not all PCD is the same PKD ist ein Verbundschneidstoff. Diamantkörner, jedes für sich monokristallin, sind in einer Metallmatrix, in der Regel Kobalt, miteinander versintert. Innerhalb des Sinterprozesses kommt es zu einem interkristallinen Kornwachstum, bei dem im begrenzten Umfang, die einzelnen Körner miteinander verwachsen und somit die Verschleißeigenschaften im späteren Einsatz positiv beeinflussen. Die Größe und Qualität der verwendeten Körner sind neben der Sintertechnologie Index für die Verschleißfestigkeit. Daraus leitet sich der theoretische Grundsatz ab...
Katalog auf Seite 9 öffnen
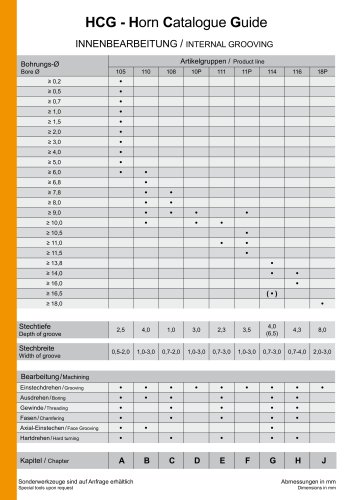
HORN 3D-SpanleitstufeHORN 3D Chip breaker Bezeichnung Beim Einsatz von Schneidplatten mit HORN 3D-Spanleitstufe ist folgendes zu beachten: • Durch die Wahl der entsprechenden Schnitttiefen- und Vorschubkombination kann die optimale Spanform für einen kontrollierten Spanbruch ermittelt werden. • Bei der Innenbearbeitung sollten nur neutrale Halter (Radialwinkel 0°) zum Einsatz kommen. Speziell bei der Stufe HS kann es bei ungünstigen Eingriffsverhältnissen auf Grund der geometrischen Auslegung der Spanleitstufe zu einer mechanischen Überlastung der Schneidkante kommen. • Für Eckeinstiche, bei...
Katalog auf Seite 10 öffnen
Schneidstoff in Verbindung mit Spanformgeometrie, der Schlüssel zum Erfolg CVD-D und PKD sind die erste Wahl in der Zerspanung von Aluminium- und Magnesiumlegierungen, sonstigen Nichteisenmetallen, allen Kunststoffverbundwerkstoffen und abrasiven Sonderwerkstoffen wie z. B. Hartmetall, vor- und auch fertiggesintert. Die wirtschaftlichen Standzeiten von Diamantschneiden werden in Verbindung mit den HORN-Spanformgeometrien .HN und .HS zu einem optimalen Schneidsystem kombiniert. Diese Entwicklung eröffnet weitere Einsatzgebiete und verbessert die Zerspanung von Aluminium Knetlegierungen hinsichtlich...
Katalog auf Seite 11 öffnenAlle Kataloge und technischen Broschüren von Paul Horn
 FRÄSKATALOG
FRÄSKATALOG65 Seiten
 Mini/Supermini®
Mini/Supermini®328 Seiten
 Drehen
Drehen844 Seiten
 Fräsen
Fräsen696 Seiten
 ?Hartstoffe gehören zur
?Hartstoffe gehören zur4 Seiten
 BOEHLERIT MILLING 2020/2021
BOEHLERIT MILLING 2020/2021149 Seiten
 SOLID CARBIDE MILLS 2020/2021
SOLID CARBIDE MILLS 2020/2021264 Seiten
 MILLING SYSTEMS 2020/2021
MILLING SYSTEMS 2020/2021594 Seiten
 DRILLING AND REAMING 2020/2021
DRILLING AND REAMING 2020/2021198 Seiten
 BOEHLERIT TURNING 2020/2021
BOEHLERIT TURNING 2020/2021193 Seiten
 ULTRA HARD CUTTING MATERIALS 2020/2021
ULTRA HARD CUTTING MATERIALS 2020/2021204 Seiten
 GROOVING 2020/2021
GROOVING 2020/2021860 Seiten
 MODULAR HOLDER SYSTEMS 2020/2021
MODULAR HOLDER SYSTEMS 2020/2021220 Seiten
 Carbide blanks
Carbide blanks36 Seiten
 JET-WHIRLING
JET-WHIRLING12 Seiten
 Modular grooving systems
Modular grooving systems44 Seiten
 Turbowirbeln®
Turbowirbeln®4 Seiten
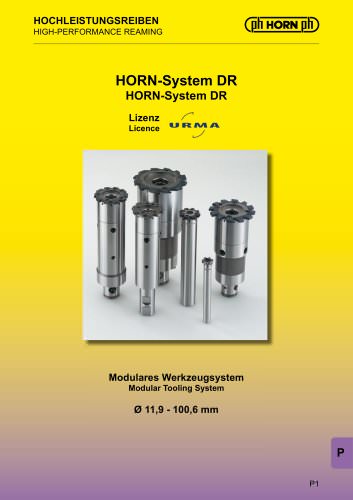
 HIGH-PERFORMANCE REAMING
HIGH-PERFORMANCE REAMING39 Seiten
 ROTIERENDE WERKZEUGE
ROTIERENDE WERKZEUGE659 Seiten
 HARTMETALL-EINSTECHWERKZEUGE
HARTMETALL-EINSTECHWERKZEUGE802 Seiten
 Face grooving system 25A
Face grooving system 25A12 Seiten
 Grooving system 209
Grooving system 2094 Seiten
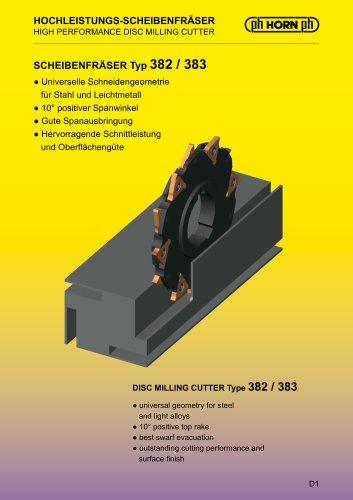
 M382 - Slotting cutter
M382 - Slotting cutter8 Seiten
 Disc milling cutter M101
Disc milling cutter M10116 Seiten
 System DAH25
System DAH258 Seiten
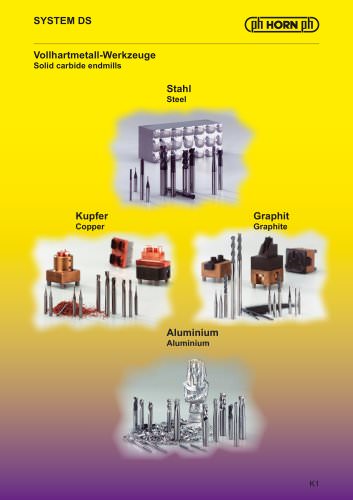
 System DS for hard milling
System DS for hard milling48 Seiten
 System interface 956
System interface 9568 Seiten
 System 315
System 3154 Seiten
 ?-Finish
?-Finish16 Seiten
 High polish turning
High polish turning4 Seiten
 Polygon milling
Polygon milling24 Seiten
 THREAD MILLING
THREAD MILLING44 Seiten
 end mill - steel
end mill - steel32 Seiten
 Multi-Milling System DM
Multi-Milling System DM30 Seiten
 DA milling system
DA milling system22 Seiten
 Drilling
Drilling6 Seiten
 Broaching
Broaching34 Seiten
 Supermini® Typ 105/110
Supermini® Typ 105/110105 Seiten
 Reaming Tools
Reaming Tools31 Seiten
 Urma tool
Urma tool48 Seiten
 Milling Tools
Milling Tools128 Seiten
 Rotating Tools
Rotating Tools531 Seiten
 Supermini® & Mini
Supermini® & Mini292 Seiten







Archivierte Kataloge
 Stech-Werkzeug Mini Typ 108 -116
Stech-Werkzeug Mini Typ 108 -11618 Seiten
 HM-Zirkular-Fräswerkzeuge
HM-Zirkular-Fräswerkzeuge342 Seiten
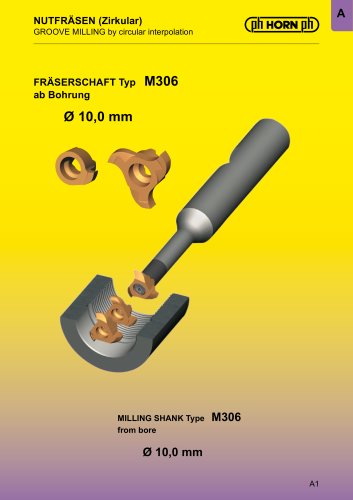
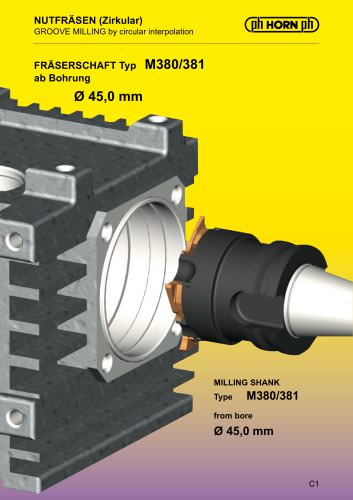
 Nutenfräser
Nutenfräser14 Seiten
 Schaftfräser - aluminium
Schaftfräser - aluminium11 Seiten
 Einstechen 264
Einstechen 26416 Seiten
 Gewindefräser
Gewindefräser34 Seiten
 Vollhartmetall-Hochleistungsbohrer
Vollhartmetall-Hochleistungsbohrer4 Seiten

- Fräswerkzeug
- Spannzeug
- Vollmetall-Fräser
- Bohrwerkzeug
- Fräswerkzeug mit auswechselbaren Platten
- Fräser für Stahl
- Fräser für Metall
- Vollmetall-Bohrer
- Spannfräser
- Wendeschneidplatte
- Fräser mit Zylinderschaft
- Schaftfräser
- Planfräser
- Walzenstirnfräser
- Fräser mit austauschbaren Wendeschneidplatten
- VHM-Fräser
- Kugelkopffräser
- Fräser zum Schneiden
- Eckfräser
- Beschichteter Fräser