- Kataloge
- POKOLM Frästechnik GmbH & Co. KG
- QUADWORX® - VORSCHUB zum Quadrat
QUADWORX® - VORSCHUB zum Quadrat

QUADWORX® - VORSCHUB zum Quadrat
Das QUADWORX®-Werkzeugsystem von Pokolm bietet eine vielseitige Lösung für die Grobzerspanung von Stahl, Guss und rostfreien Materialien. Es umfasst Einschraub- und Aufsteckfräser sowie das DuoPlug®-System für hohe Rundlaufgenauigkeit.
Die Fräser verfügen über vier Schneidkanten pro Wendeschneidplatte und eine spezielle Makrogeometrie, die universelle Einsatzmöglichkeiten in der 2D, 2½D und 3D Bearbeitung ermöglicht. Optimierte Mikrogeometrien minimieren die Temperatur im Schneidstoff und gewährleisten eine gleichmäßige Spanabfuhr.
Die M40 und PVST Merkmale ermöglichen eine wirtschaftliche Bearbeitung von rost- und säurebeständigen Materialien. Eine Kombination aus zähem Hartmetall und modifizierter AlTiN-Schicht reduziert Aufschweißungen und erhöht die Warmfestigkeit.
Ein Praxisbeispiel zeigt, dass die Bearbeitungszeit eines Bauteils aus hochfestem, rostfreiem Stahl mit dem QUADWORX®-Werkzeug erheblich reduziert werden konnte. Die Standzeit der Wendeschneidplatten wurde verdoppelt, was zu einer signifikanten Kostensenkung führte.
Die Dokumentation enthält detaillierte technische Daten zu den verschiedenen Serien (S, M, L) der QUADWORX®-Werkzeuge, einschließlich Schnittgeschwindigkeiten und Anwendungsdaten für verschiedene Materialien.
Die QUADWORX®-Werkzeuge bieten hohe Abtragsraten, Prozesssicherheit und eine wirtschaftliche Lösung für die Bearbeitung anspruchsvoller Materialien. Die Investition in diese Werkzeuge amortisiert sich schnell durch erhöhte Produktivität und reduzierte Bearbeitungszeiten.
Der Bericht beschreibt die effiziente Bearbeitung von Werkstücken mit minimalem Personalaufwand und optimierten Zerspanungsparametern unter Verwendung der Quadworx®-Werkzeuge. Hauptziele sind die Reduzierung der Bearbeitungszeit und der Werkzeugkosten.
Die Bearbeitung erfolgte auf einer ZPS 2080 Maschine mit Selca Steuerung. Verwendet wurde eine Pokolm Reduzierhülse und eine Morse-Kegel-Einschraubverlängerung. Die Bearbeitungszeit für vier Rohlinge betrug 128 Minuten.
Das verwendete Werkzeug war aus der Quadworx®-M Baureihe mit spezifischen Parametern wie Schnittgeschwindigkeit (vc: 196 m/min), Vorschub (vf: 8.000 mm/min), und Schnitttiefe (ap: 0,7 mm).
Die Quadworx®-Serie umfasst verschiedene Fräsertypen und Wendeplatten mit spezifischen Beschichtungen und Qualitäten. Die technischen Daten umfassen Schnittgeschwindigkeiten und Vorschubparameter für verschiedene Materialien.
Die Firma WWS Metallformen GmbH nutzt Quadworx®-Werkzeuge zur Herstellung von Prototypen und Serienteilen. Ein Beispiel zeigt die Bearbeitung einer Ziehmatritze mit erheblich verkürzter Bearbeitungszeit und reduzierten Kosten.
Die Quadworx®-Werkzeuge bieten erhebliche Vorteile in der Bearbeitungseffizienz, Kostensenkung und Prozesssicherheit, insbesondere bei komplexen Werkstücken und Materialien mit hohen Anforderungen.
Katalogauszüge

POKOLM 2008 WERKZEUGSYSTEMEPROZESSOPTIMIERUNGFRSSTRATEGIEBERATUNG QUADWORX® 0 VORSCHUB ZUM QUADRAT Opokolm PREMIUMTOOLS. WE KNOW HOW.
Katalog auf Seite 1 öffnen
quadrat Erhltlich sind die QUADWORX®-Werkzeuge als Einschraub- und Aufsteckfrser sowie mit dem von Pokolm patentierten DuoPlug®-System f࠻r hochste Rundlaufgenauigkeiten und maximale Steifigkeit. Alle Werkzeuge verfgen ber innere K뻻hlmittel-zufuhr fr hochste Prozesssicherheit und sichere Beseitigung von storenden Spnen bei der Bearbei-tung tiefer Kavit렠ten. Q UADWORX® - mit dieser Weiterentwicklung bringt Pokolm ein Werkzeug auf den Markt, welches einen universellen Einsatz im Bereich der Hoch-Vorschub-Frser bietet. Riesige Vorschbe bei der Grobzerspanung von Stahl, Guss und vergteten Sthlen...
Katalog auf Seite 2 öffnen
V ier Schneidkanten je Wendeschneidplatte und die besondere Makrogeometrie aus einer Kombination von GroBradius und Planschneide sorgen fur universelle Einsatzm'glichkeiten in der 2, 2 V2 und 3D Bearbeitung. berarbeitete Mikrogeometrien mit polierter Spanfl䛠che helfen, die Temperaturen im Schneidstoff zu minimieren sowie eine gleichmBige Spanabfuhr sicher zu stellen. E rhhte Zahnstabilitഠt durch eingebettete Plattensitze in den Qualitten HSC05, P40, P25 und K10 sowie die neue sorgen fur eine lngere Lebensdauer der Trࠠgerwerk- Sorte M40 mit Spanleitstufe und neu entwickelter Beschichtung zeuge,...
Katalog auf Seite 3 öffnen
©PRODUKTINFORMATION QUADWORX® lanzende aussichten... IV yi 40 und PVST sind die neuen Merkmale fur die wirtschaftliche Zerspanung rost- und sure-bestandiger Materialien. Extrem zhes und hoch temperaturbestࠠndiges Hartmetall zusammen mit einer speziell modifizierten AlTiN-Schicht reduzieren AufschweiBungen, erhohen die Warmfestigkeit und verringern gleichzeitig die Reibungseinflusse. Die rechtwinkelig zueinander stehenden Anlage-flchen im Werkzeugtrger und die zweite Freiflࠠche der Wendeschneidplatten sorgen fur eine absolut sichere Positionierung der Wendeschneidplatte. Daraus resultiert eine...
Katalog auf Seite 4 öffnen
chnische informationen Aufgrund der geringeren Umschlingung bei der Bearbeitung von senkrechten Formen, resultieren weniger Radialkrfte auf das Werkzeug, die Wende-schneidplatte und besonders die Maschinenspindel. Die folgenden Grafiken erlutern die Art des Geometrie- flusses auf die bei der Zerspanung entstehenden Krࠠfte. Ein weiterer Punkt ist die geringere Leistungsauf-nahme der Maschine, die auch dafr sorgt, dass kleinere Leistungen gefordert werden und schonendere Bearbeitung mglich ist. D ie einzelnen Vergleiche der Umschlingung bei steigender Schnitttiefe (ap bis ap 3) machen den Unterschied...
Katalog auf Seite 5 öffnen
sie profitieren von den folgenden vorteilen: © vier Schneidkanten je Wendeschneidplatte fur hoch wirtschaftlichen Einsatz © sehr hohe Abtragsraten und extrem leichter Schnitt © durch Positionierung der Wendeschneidplatten uber eine zweite Freiflache und 90° Anlage an das Werkzeug wird das Verdrehen eliminiert © maximale Prozesssicherheit im unterbrochenen Schnitt durch absolut sichere Positionierung der Wendeschneidplatten © mit Planschneide und GroBradius werden schon in der Grobzerspanung sehr hohe Oberflachenguten erzeugt 4 QUADWORX® 6
Katalog auf Seite 6 öffnen
quadworx_sml_de.pdf table.main {} tr.row {} td.cell {} div.block {} div.paragraph {} .font0 { font:3.60pt "Arial", sans-serif; } .font1 { font:4.00pt "Arial", sans-serif; } .font2 { font:5.00pt "Arial", sans-serif; } .font3 { font:5.25pt "Arial", sans-serif; } .font4 { font:6.00pt "Arial", sans-serif; } .font5 { font:11.00pt "Arial", sans-serif; } .font6 { font:14.00pt "Arial", sans-serif; } .font7 { font:17.00pt "Arial", sans-serif; } .font8 { font:18.00pt "Arial", sans-serif; } .font9 { font:24.00pt "Arial", sans-serif; } .font10 { font:60.00pt "Arial", sans-serif; } .font11 { font:11.00pt...
Katalog auf Seite 9 öffnen
rweiierie einsat zd a i en Axiales Eintauchen insVolle Schrges Eintauchen Zirkularfrsen ins Volle 0 1 P m P IXI ࠕ P -dlJ L. O min 'max S g g] I S Fraser 0 d, mm x max. mm y mm Dmax mm 14 < 13,5 4 18 28 16 < 8,8 6 22 32 18 < 6,6 8 26 36 20 < 5,2 10 30 40 25 < 3,3 15 40 50 x maximal zulassige Eintauchtiefe y Mindestverfahrweg Dmm kleinster Bohrungsdurchmesser in Abhangigkeit fz entsprechend Einsatztabelle auf 30% reduzieren x maximal zulassige Eintauchtiefe vom Werkzeugdurchmesser ap/fz entsprechend Einsatztabelle Dmax grBter Bohrungsdurchmesser in Abhangigkeit vom Werkzeugdurchmesser ap/fz entsprechend...
Katalog auf Seite 10 öffnen
MUS rRMAIjT RMAiJ AUFGABE: Prozessoptimierung an einem Bauteil aus 1.4534 [X3Cr-NiMoAl13-8-2 | Alloy PH 13-8Mo] hochfester, rostfreier Luft- & Raumfahrtstahl. Die herzustellende, gebogene beidseitig offene Nut mit den MaBen: 150 x 20 x 70 mm [LxBxH] wird derzeit mit einem Pokolm Rundplatten-frser 3 15 235/12 (0 15, R 3,5) bearbeitet. Mit diesem Werkzeug konnte bisher eine komplette Nut bearbeitet werden, anschlieBend mussten die Wendeschneid-platten mit Sicht auf die Prozesssicherheit gedreht werden. Diese zustzliche Nebenzeit hat sich erheblich auf die Bauteilkosten ausgewirkt. Es musste also...
Katalog auf Seite 11 öffnen
rweiierie einsat zd a i en Axiales Eintauchen insVolle Schrges Eintauchen Zirkularfrsen ins Volle 0 1 Pm _ di J PIXI _ □ mi P 1X1 ci H S g g] % H Fraser 0 d, mm x max. mm y mm Dmax mm 22 1,5 < 13,7 6 28,5 44 25 1,5 < 9,2 9 34,5 50 30 1,5 < 5,8 14 44,5 60 35 1,5 < 4,3 19 54,5 70 42 1,5 < 3,1 26 68,5 84 52 1,5 < 2,1 36 88,5 104 x maximal zulassige Eintauchtiefe y Mindestverfahrweg Dmm kleinster Bohrungsdurchmesser in Abhangigkeit fz entsprechend Einsatztabelle auf 30% reduzieren x maximal zulassige Eintauchtiefe vom Werkzeugdurchmesser ap/fz entsprechend Einsatztabelle Dmax grbBter Bohrungsdurchmesser...
Katalog auf Seite 14 öffnen
MUS PRMAISr RMAIS MUrGMBE: VEMO Vereinigte Modellbau GmbH mit Sitz in Kindsbach bei Kaiserslautern ist 1971 aus der Fusion zweier Modellbauunternehmen hervorgegangen. Die ber 30-jahrige Erfahrung als Zulieferer der Automobilindustrie und des Maschinenbaus sind die Grundlage fr den heutigen Erfolg. Neueste CNC-Werkzeugmaschinen gepaart mit verschiedenen CAD/CAM Systemen bieten dem Kunden als auch Fa. VEMO optimale Voraussetzungen f鹹r eine gewinnbringende Zusammenarbeit. Die mit vier Formein-satzen bestckte Grundplatte sollte in mglichst kurzer Zeit vom Rohteil bis zurVorschlichtoperation vorbereitet...
Katalog auf Seite 15 öffnenAlle Kataloge und technischen Broschüren von POKOLM Frästechnik GmbH & Co. KG
 Slotworx® VF
Slotworx® VF2 Seiten
 HPC
HPC28 Seiten
 MIRROWORX®
MIRROWORX®12 Seiten
 Hydrodehn Nulllängenaufnahmen
Hydrodehn Nulllängenaufnahmen16 Seiten
 POKOLM - Unsere Profession
POKOLM - Unsere Profession8 Seiten
 FOURWORX®
FOURWORX®8 Seiten
 VHM-CVD-Diamantfräser
VHM-CVD-Diamantfräser4 Seiten
 Schrumpftechnik
Schrumpftechnik12 Seiten
 SQUAREWORX®
SQUAREWORX®8 Seiten
 Aufnahmensysteme
Aufnahmensysteme164 Seiten
 Schneidplatten "M35 PCTC"
Schneidplatten "M35 PCTC"2 Seiten
 QUADWORX® XL
QUADWORX® XL8 Seiten
 DOUBLETRIGA ®
DOUBLETRIGA ®8 Seiten
 SPINWORX ®
SPINWORX ®28 Seiten
 UNIWORX ® Plus
UNIWORX ® Plus8 Seiten
 SLOTWORX ® HP
SLOTWORX ® HP8 Seiten
 CoolCAP®-Aufnahmen
CoolCAP®-Aufnahmen8 Seiten
 DuoPlug® - Schrumpfadapter
DuoPlug® - Schrumpfadapter2 Seiten
 Finworx®
Finworx®8 Seiten
 Spindelsysteme
Spindelsysteme10 Seiten
 Trigaworx
Trigaworx6 Seiten
 SPINWORX®
SPINWORX®20 Seiten
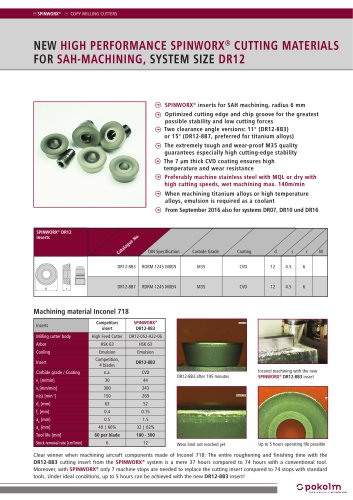 DR12
DR122 Seiten
 Solid Carbide Adapters
Solid Carbide Adapters4 Seiten
 Smashing
Smashing2 Seiten
 Slotworx®HP
Slotworx®HP2 Seiten
 Slotworx VF
Slotworx VF3 Seiten
 Slotworx-HP
Slotworx-HP5 Seiten
 Rotating joints
Rotating joints8 Seiten
 Quadworx-XL
Quadworx-XL7 Seiten
 Pyramid
Pyramid2 Seiten
 Milling a speedboat model
Milling a speedboat model2 Seiten
 Milling a model -aircraft
Milling a model -aircraft2 Seiten
 MACHINING STAINLESS STEELS
MACHINING STAINLESS STEELS2 Seiten
 High-Speed-Machining Award
High-Speed-Machining Award4 Seiten
 Fourworx
Fourworx5 Seiten
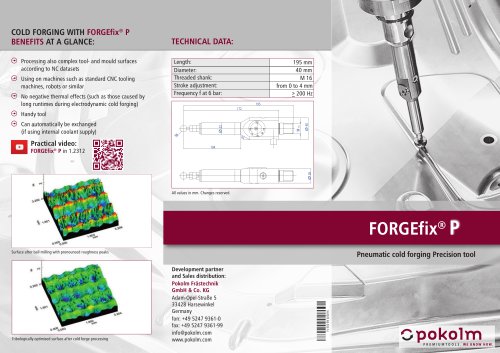 forgefix P
forgefix P2 Seiten
 Length adjusting sleeve
Length adjusting sleeve1 Seite
 CVD
CVD4 Seiten
 solid carbide end mills
solid carbide end mills164 Seiten



Archivierte Kataloge
 Wendeplattenfräser
Wendeplattenfräser239 Seiten
- Spannzeug
- Vollmetall-Fräser
- Bohrwerkzeug
- Fräswerkzeug mit auswechselbaren Platten
- Fräser für Stahl
- Fräser für Metall
- Vollmetall-Bohrer
- Spannfräser
- Schlichtfräser
- Fräser mit Zylinderschaft
- Schaftfräser
- Planfräser
- Walzenstirnfräser
- Fräser für Gusseisen
- Fräser mit austauschbaren Wendeschneidplatten
- VHM-Fräser
- Kugelkopffräser
- Fräser zum Schneiden