
Katalogauszüge

CoroDrill® 462 und 862 Vollhartmetall- und PKD-Mikrobohrer Mikrobohrer für höchste Präzision Die neuen CoroDrill® 462 mit XM-Geometrie und 862 mit GM-Geometrie sind leistungsstarke Mikrobohrer, die im Vergleich zum bisherigen Produktprogramm, nämlich CoroDrill® R840 und 862, eine gesteigerte Produktivität bieten. Erhältlich in Vollhartmetall und polykristallinem Diamant (PKD), sind diese Mikrobohrer ideal für die Präzisionsbearbeitung in Industriebereichen mit Kleinteilfertigung. Die in zahlreichen Durchmessern und Längen verfügbaren Mikrobohrer lassen sich für sämtliche Werkstoffe wie z. B. ISO P, M, K, N, S, O und
Katalog auf Seite 1 öffnen
Merkmale und Vorteile • Werkzeuge sind in der Mitte verdünnt, um Schnittkräfte zu reduzieren • Die neuen PKD-Mikrobohrer bieten verlängerte Standzeiten in anspruchsvollen Anwendungen • Innenkühlung als Option für Hartmetallbohrer im Durchmesser von 1.00 mm und bis zu 16×D erhältlich • Ein großes Standardprogramm mit kurzer Lieferzeit ist verfügbar und hilft den Kunden, ihren Werkzeugbestand deutlich zu minimieren. Nicht lagerhaltige Zwischengrößen sind mit kurzen Vorlaufzeiten erhältlich. CoroDrill® 462 mit XM-Geometrie Überblick und Anwendung • Mikrobohrer lassen sich in unterschiedlichen...
Katalog auf Seite 2 öffnen
Programm CoroDrill® 862 Vollhartmetallbohrer mit XM-Geometrie (lagerhaltiger Standard) Längen-DurchmesserVerhältnis Äußere Kühlschmierstoffzufuhr Äußere Kühlschmierstoffzufuhr CoroDrill® 862 Vollhartmetallbohrer mit GM-Geometrie (lagerhaltiger Standard) LängenDurchmesser-Verhältnis Äußere Kühlschmierstoffzufuhr Äußere Kühlschmierstoffzufuhr Innere Kühlschmierstoffzufuhr Innere Kühlschmierstoffzufuhr Innere Kühlschmierstoffzufuhr CoroDrill® 862 PKD-Bohrer mit GM-Geometrie (nicht lagerhaltiger Standard) Längen-DurchmesserVerhältnis Äußere Kühlschmierstoffzufuhr Äußere Kühlschmierstoffzufuhr
Katalog auf Seite 3 öffnen
Bauteil: Testbauteil Werkstoff: Bearbeitung: Grundbohrung Wettbewerb Größter Wettbewerber von Mikrobohrern Standzeiterhöhung vs. bisheriger Bohrer Sandvik Coromant (Bohrer der Vorgängergeneration) Sandvik Coromant (neuer Bohrer) Standzeit, Anzahl der Bohrungen Ergebnis - 2× Standzeit vs. Wettbewerb - 1.5× vs. Bohrer der Vorgängergeneration Bauteil: Testbauteil Werkstoff: Werkstoff: Werkstoff 1.4034 Werkstoff 3.1765 Haynes 282 Bearbeitung: Grundbohrung Standzeit, Anzahl der Bohrungen Für weitere Informationen wenden Sie sich bitte an Ihren Sandvik Coromant Ansprechpartner oder besuchen Sie...
Katalog auf Seite 4 öffnenAlle Kataloge und technischen Broschüren von Sandvik Coromant
-
 Vollhartmetallwerkzeuge
Vollhartmetallwerkzeuge36 Seiten
-
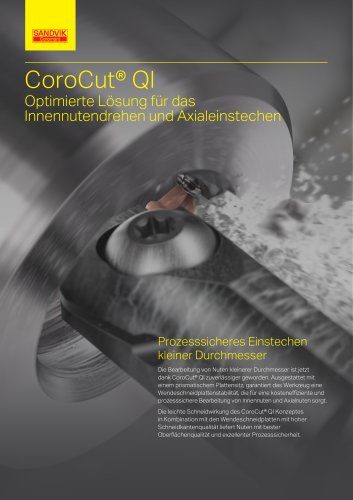 CoroCut® QI
CoroCut® QI4 Seiten
-
 CoroMill® MH20
CoroMill® MH208 Seiten
-
 S205
S2052 Seiten
-
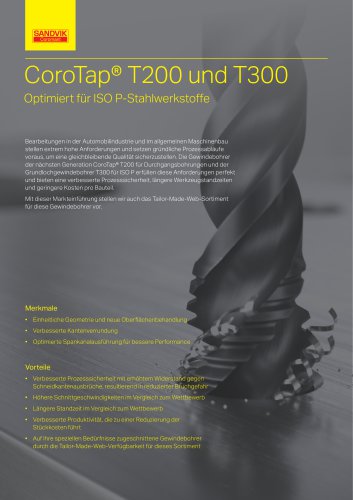 CoroTap® T200 und T300
CoroTap® T200 und T3002 Seiten
-
 CoroPlus® Tool Supply
CoroPlus® Tool Supply4 Seiten
-
 CoroPlus® ProcessControl
CoroPlus® ProcessControl8 Seiten
-
 CoroDrill® DS20
CoroDrill® DS208 Seiten
-
 Silent ToolsTM
Silent ToolsTM12 Seiten
-
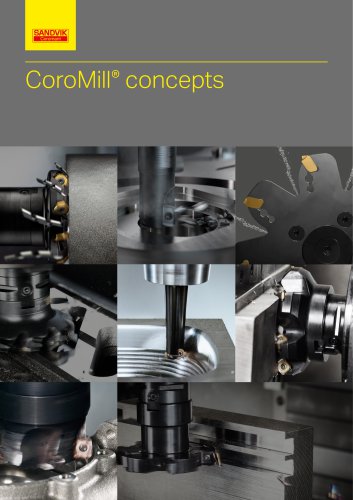 CoroMill® concepts
CoroMill® concepts12 Seiten
-
 CoroDrill® 880
CoroDrill® 8808 Seiten
-
 CoroTap™ 100 -KM
CoroTap™ 100 -KM8 Seiten
-
 CoroBore® 826
CoroBore® 8264 Seiten
-
 Small part machining
Small part machining58 Seiten
-
 A great take-off
A great take-off8 Seiten


Archivierte Kataloge
-
 Supplement 10.2
Supplement 10.2456 Seiten
-
 Hydro-Grip®
Hydro-Grip®4 Seiten
-
 CoroTurn® SL
CoroTurn® SL2 Seiten
-
 CoroThread™ 266
CoroThread™ 2664 Seiten
-
 Composite
Composite8 Seiten
-
 CoroMill®
CoroMill®8 Seiten
-
 A great take-off
A great take-off8 Seiten
-
 CoroMill® 790
CoroMill® 7902 Seiten
-
 Bevel gear solutions
Bevel gear solutions8 Seiten
-
 CoroMill® 325 - Thread whirling
CoroMill® 325 - Thread whirling8 Seiten
-
 Threading Application guide
Threading Application guide118 Seiten
-
 High pressure coolant brochure
High pressure coolant brochure48 Seiten
-
 Product News 10.2
Product News 10.22 Seiten
-
 CoroMill® 690
CoroMill® 6904 Seiten
-
 Aerospace Frame
Aerospace Frame24 Seiten
-
 ISO S Geometries
ISO S Geometries4 Seiten