So konstruieren Sie die richtige Aufnahmebohrung für Gewindeeinsätze zur Wärme- oder Ultraschall-Einbettung
1 /3Seiten

So konstruieren Sie die richtige Aufnahmebohrung für Gewindeeinsätze zur Wärme- oder Ultraschall-Einbettung
1 /3Seiten
Katalogauszüge

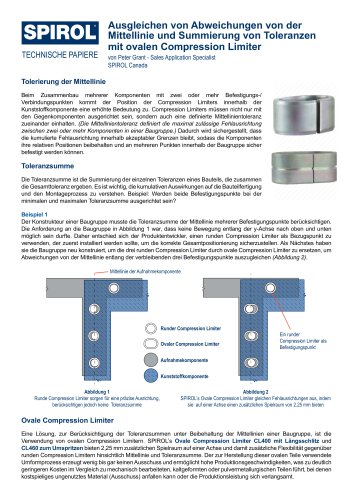
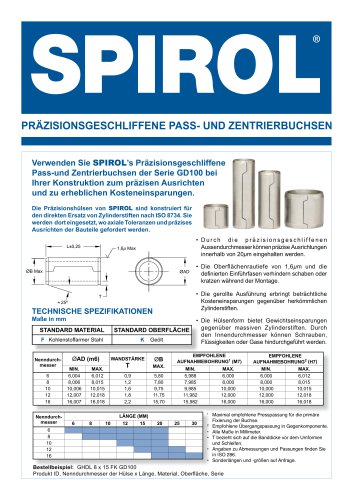
TECHNISCHE PAPIERE So konstruieren Sie die richtige Aufnahmebohrung für Gewindeeinsätze zur Wärme- oder Ultraschall-Einbettung von Christie Jones, Director of Marketing, Vice President SPIROL International Corporation Gewindeeinsätze für Kunststoffe ermöglichen es Konstrukteuren, mechanisch bearbeitete und gegossene Komponenten aus Metall durch Kunststoff zu ersetzen, um erhebliche Kostenund Gewichtseinsparungen zu erzielen und gleichzeitig die Festigkeit der Schraubverbindungen beizubehalten, vorausgesetzt, dass: 1. der richtige Gewindeeinsatz für die Anforderungen an die Anwendung ausgewählt wird, 2. der Gewindeeinsatz ordnungsgemäß in die Bohrung installiert wird, und 3. die Aufnahmebohrung, in die der Gewindeeinsatz installiert wird richtig konstruiert ist unter Berücksichtigung der Zusammensetzung des Kunststoffes, des gewählten Gewindeeinsatzes und der Einbaumethode. Gewindeeinsätze bieten außerdem wiederverwendbare Gewinde und sichern fest angezogene Schraubverbindungen. Da Gewindeeinsätze im Allgemeinen einen doppelt so großen Durchmesser haben wie Schrauben, ist die Belastbarkeit einer Verbindung, bei der Gewindeeinsätze verwendet werden, etwa viermal so hoch wie bei der alleinigen Verwendung von Schrauben. Die Auszugsfestigkeit kann durch Vergrößerung der Länge der Gewindeeinsätze weiter erhöht werden. Der Rückhalt in der Bohrung wird dadurch gewährleistet, dass sich der Kunststoff den äußeren Merkmalen des Gewindeeinsatzes anpasst. Es muss ein ausreichendes Volumen an Kunststoff verdrängt werden, um diese äußeren Merkmale vollständig auszufüllen, damit der Gewindeeinsatz beim Erstarren des Kunststoffs die maximale Leistungsfähigkeit erreicht. Dieses Technische Papier befasst sich mit den Konstruktionsrichtlinien für Aufnahmebohrungen in Kunststoffbaugruppen, bei denen Gewindeeinsätze eingesetzt werden, installiert mittels Wärme- oder Ultraschallgeräten, um eine maximale Leistungsfähigkeit zu erreichen. Optimale Konstruktionsrichlinien: Aufnahmebohrungen für Gewindeeinsätze, die durch Wärme- oder Ultraschall installiert werden, sollten immer tiefer sein als die Länge des Gewindeeinsatzes. Die Montageschraube sollte niemals auf dem Boden der Aufnahmebohrung aufsitzen, damit sie den Gewindeeinsatz nicht herausziehen kann. Die empfohlene Mindesttiefe der Aufnahmebohrung entspricht der Länge des Gewindeeinsatzes plus zwei (2) Gewindegänge. Die Oberseite des Gewindeeinsatzes sollte nach der Installation möglichst bündig mit der Oberfläche des Kunststoffteils abschließen und nicht mehr als 0,13 mm aus dem Bauteil herausragen. Richtig (bündig) Falsch (steht über) Falsch (liegt unterhalb) T Top of the Insert should be installed as close to flush as Die Oberseite des Gewindeeinsatzes sollte möglichst bündig mit der Oberfläche des Kunststoffs abschließen. Senkungen werden nur für Gewindeeinsätze mit Kopf empfohlen, damit die Oberseite des Gewindeeinsatzes nach dem Einbau bündig mit der Oberfläche des Kunststoffs abschließt. Der Durchmesser der Senkung sollte 0,5 mm bis 1,3 mm größer sein als der Kopfdurchmesser des Gewindeeinsatzes. Die minimale Tiefe der Senkung sollte durch die Dicke des Kopfes festg
Katalog auf Seite 1 öffnen
Die richtige Bohrungsgröße ist entscheidend. Größere Aufnahmebohrungen verringern die Leistungsfähigkeit, während kleinere Aufnahmebohrungen zu unerwünschten Spannungen und möglichen Rissen im Kunststoff führen. Unterdimensionierte Aufnahmebohrungen können auch zu Gratbildung am Rand der Bohrung führen und die Installation des Gewindeeinsatzes erschweren. SPIROL stellt die empfohlenen Bohrungsgrößen für jede Ausführung der Gewindeeinsätze im Konstruktionsleitfaden für Gewindeeinsätze für Kunststoffe zur Verfügung. Die empfohlenen Aufnahmebohrungen müssen überprüft werden, wenn Füllstoffe aus...
Katalog auf Seite 2 öffnen
Innovative Lösung für Verbindungen. Niedrigere Montagekosten. Technische Zentren Europa SPIROL Deutschland Geschlitzte Spannhülsen SPIROL Frankreich Cité de l’Automobile ZAC Croix Blandin 18 Rue Léna Bernstein 51100 Reims, Frankreich Tel: +33 (0) 3 26 36 31 42 Fax: +33 (0) 3 26 09 19 76 SPIROL Spanien Plantes 3 i 4 Gran Via de Carles III, 84 08028, Barcelona, Spanien Tel/Fax: +34 932 71 64 28 Pass-Spannbuchsen & Spannbuchsen Distanzhülsen & Gerollte rohrförmige Produkte Compression Limiters SPIROL Tschechische Republik Pražská 1847 274 01 Slaný Tschechische Republik Tel/Fax: +420 313 562 283...
Katalog auf Seite 3 öffnenAlle Kataloge und technischen Broschüren von SPIROL
 SPIROL Corporate Broschüre
SPIROL Corporate Broschüre12 Seiten
 Spiralspannstifte
Spiralspannstifte24 Seiten
 Zylinderstifte
Zylinderstifte7 Seiten
 Spannbuchsen für Passverbindungen
Spannbuchsen für Passverbindungen12 Seiten
 Geschlitzte Spannhülsen
Geschlitzte Spannhülsen16 Seiten
 Raststifte für Kunststoffe
Raststifte für Kunststoffe2 Seiten
 Eisenbahnmuttern - AAR Serie
Eisenbahnmuttern - AAR Serie2 Seiten
 Tellerfedern
Tellerfedern20 Seiten
 Installationstechnologie
Installationstechnologie8 Seiten
 Serie RH600 Twist-Lok™ Stifte
Serie RH600 Twist-Lok™ Stifte2 Seiten
 SPIROL-Prazisions-Metallscheiben
SPIROL-Prazisions-Metallscheiben8 Seiten
 Anwendungen in Automobilen
Anwendungen in Automobilen2 Seiten
 Anwendungen in Buroausstattung
Anwendungen in Buroausstattung2 Seiten
 Anwendungen in Haushaltsgeraten
Anwendungen in Haushaltsgeraten2 Seiten
 Anwendungen im Luftfahrtbereich
Anwendungen im Luftfahrtbereich2 Seiten
 880 Series
880 Series2 Seiten
 Medical Device Applications
Medical Device Applications2 Seiten
 Series 2000 Series 2000
Series 2000 Series 20004 Seiten
 Tables Lift and Roll
Tables Lift and Roll2 Seiten
 Tables Standard
Tables Standard2 Seiten
 SPD, CXA, CXD, CXE CRD
SPD, CXA, CXD, CXE CRD2 Seiten
 HC series HC series
HC series HC series2 Seiten
 PH series PH series
PH series PH series2 Seiten




































- Spannzeug
- Beschicker
- SPIROL Metalleinsatz
- Montagemaschine
- Automatischer Beschicker
- SPIROL runder Einsatz
- Bohrfutter
- Metall-Unterlegscheibe
- Runde Unterlegscheibe
- SPIROL Stift
- SPIROL Metallstift
- Automatische Montagemaschine
- Bohrwerkzeughalter
- Vibrationsbeschicker
- Stahlunterlegscheibe
- SPIROL Messingeinsatz
- Abstandhalter
- SPIROL Einsatz für Plastik
- Gerändelter Einsatz