- Kataloge
- WIELAND ELECTRIC
- Leiterplattenklemmen und -steckverbinder (THR)
Leiterplattenklemmen und -steckverbinder (THR)
Leiterplattenklemmen und -steckverbinder (THR)
Leiterplatten sind wesentliche Bestandteile moderner Geräte und erfordern verschiedene Bauteile, die mittels unterschiedlicher Fertigungsverfahren auf der Leiterplatte befestigt werden. Der wirtschaftliche Betrieb dieser Prozesse stellt eine ständige Herausforderung dar.
Es gibt verschiedene Verfahren zur Bestückung von Leiterplatten, darunter die Through Hole Technology (THT) und die Surface Mount Technology (SMT). THT erfordert das Einführen von Anschlussdrähten durch Löcher in der Leiterplatte, während SMT die Bauteile direkt auf der Oberfläche montiert. Der Through Hole Reflow (THR) Prozess kombiniert beide Verfahren, indem er bedrahtete Bauelemente durchkontaktiert befestigt und im Reflow-Prozess lötet.
Der THR-Prozess ermöglicht die Verarbeitung von bedrahteten Bauelementen und SMT-Komponenten in einem Arbeitsschritt, im gleichen Prozess und mit dem gleichen Equipment. Dies führt zu einer effizienteren Fertigung und bietet Einsparpotentiale gegenüber dem Wellenlöten.
Die Verpackung der Bauteile muss auf die Leistung der Bestückungsautomaten abgestimmt sein. Das Layout der Leiterplatte muss an den Reflow-Prozess angepasst werden, um qualitativ hochwertige Lötstellen zu gewährleisten. Hierbei sind der Bohrlochdurchmesser, Restring und Padgeometrie sowie der Lotpastenauftrag entscheidend.
Die Lötstellen im THR-Prozess unterscheiden sich von denen anderer Verfahren. Bei längeren Stiftlängen können sie nach IPC-A-610C beurteilt werden. Bei kürzeren Stiftlängen muss ein eigener Standard definiert werden.
Der THR-Prozess erfordert spezielle Kunststoffe, die den hohen Temperaturen standhalten. Die wichtigsten Anforderungen an THR-Komponenten sind die automatische Bestückbarkeit, optimale Wärmeverteilung und das THR-Temperaturprofil.
Katalogauszüge
Vertriebs- und Marketing Center: Wieland Electric GmbH Benzstraße 9 D-96052 Bamberg Telefon +49 (9 51) 93 24-0 Telefax +49 (9 51) 93 24-198 www.wieland-electric.com www.gesis.com www.gesis-network.com [email protected] Technische Kundenberatung für Leiterplattenklemmen und -steckverbinder: Telefon +49 (9 51) 93 24-994 Telefax +49 (9 51) 93 26-991 [email protected] wiecon Unternehmenszentrale: Wieland Electric GmbH Brennerstraße 10 - 14 D-96052 Bamberg Lösungen für den Schaltschrank • Reihenklemmen – Schraub-, Federkraft- oder IDC-Anschlusstechnik – Leiterquerschnitte bis 240 mm2 – zahlreiche Sonderfunktionen – Softwarelösungen mit Schnittstellen zu CAE-Systemen • Safety – Sicherheits-Sensorik – Sicherheitsschaltgeräte – modulare Sicherheitssysteme mit Feldbusanbindung • SPS und Feldbuskomponenten – Standardanwendungen in IP 20 – erhöhte Umweltbedingungen mit Bahn- u. Schiffszulassung • Interface – Koppelrelais, Halbleiterschalter – Mess- und Überwachungsrelais – Zeit- und Schaltrelais – analoge Bausteine – Übergabebausteine – Stromversorgungen – Überspannungsschutz wiecon Industrietechnik Lösungen für Feld-Applikationen • Dezentrale Automatisierungstechnik – Energieverteilung – Feldbusanschaltungen und Motorstarter • Steckverbinder für industrielle Anwendungen – Rechteck- und Rundsteckverbinder – Gehäuse aus Aluminium oder Kunststoff – Schutzart bis IP 68 – Strombelastbarkeit bis 100 A – Steckverbinder für explosionsgefährdete Bereiche – modulare, applikationsspezifische Technik Leiterplattenklemmen und -steckverbinder – Schraub- oder Federkraftanschlusstechnik – Rastermaße 3,5 mm bis 10,16 mm – Reflow- oder Schwallbadlötprozess Perfekte Performance. Gebäude- und Installationstechnik Leiterplatten sind heute unsere täglichen Lieferprogramm 0044.0 S 07/09 Bauteilen. Diese sind in ihrer Position sind sie doch in den unterschiedlichs- fixiert und können mittels verschiede- ten Geräten vorhanden und erleichtern ner Fertigungsverfahren auf der Leiter- unseren Alltag. Um die verschiedenen platte angelötet werden. Diesen Vor- Funktionalitäten zu realisieren, werden gang wirtschaftlich zu betreiben, ist eine Fülle von verschiedenen Bauteilen Leiterplattenklemmen und -steckverbinder für den Through Hole Reflow (THR) Prozess den verschiedenen, auf ihr befindlichen Begleiter. Oft nicht wahrgenommen, • Gebäudeinstallationssysteme – Netz-Steckverbinder IP 20 / IP 65 ... IP 68 – Bus-Steckverbinder – Kombinations-Steckverbinder – Niedervolt-Steckverbinder – Energieverteilsystem mit Flachleitungen – Verteiler-Systeme – Bussysteme in KNX-, LON- und Funk-Technologie – Installationsreihenklemmen – Überspannungsschutz eine ständige Herausforderung. benötigt, die sich nicht zuletzt in ihrer Perfekte Performance. Bauform unterscheiden. Leiterplatten sind Verbindungselemente zwischen 2
Katalog auf Seite 1 öffnen
Verfahren zur Leiterplattenbestückung Verpackung Through Hole Technology (THT) Bei diesem Fertigungsverfahren werden die Anschlussdrähte sogenannter bedrahteter Bauteile durch Löcher in der Leiterplatte gesteckt. Hierzu ist es zuvor nötig, Bohrungen in die Leiterplatten einzubringen. Die unterschiedlichen Bauteile (Kondensatoren, Transistoren, Widerstände, Integrated Circuits (ICs)) benötigen unterschiedliche Vorbereitungen, bei denen die Anschlussdrähte so gebogen und zugeschnitten werden, dass sie in das auf der Leiterplatte vorgegebene Bohrbild passen. Die Bestückung der Bauteile wird meist...
Katalog auf Seite 2 öffnen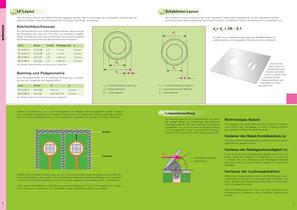
Das LP-Layout muss an den Reflow Prozess angepasst werden. Dies ist notwendig, um eine qualitativ hochwertige Löt- stelle herzustellen. Hierzu sind bezüglich des LP-Layouts zwei Dinge zu beachten: Das Schablonen-Layout hängt von den in der Applikation verwendeten Bauteilen ab. Je nach Applikation können einfache als auch Stufenschablonen zum Einsatz kommen. Grundsätzlich wird ein Schablonenlayout empfohlen von Der Bohrlochdurchmesser sollte so gewählt werden, dass er ein gu- tes Rückfließen des Lotes vom Pin in das Loch ermöglicht (Kapillar- effekt). Er sollte aber auch eine Größe bieten, die...
Katalog auf Seite 3 öffnen
Anforderungen THR wiecon Temperaturanforderungen 350 25s bei 265˚C Temperatur [˚C] 300 250 <4˚C/s <4˚C/s M.P. [Sn Ag 3,5] max. Profil 200 150 empfohlenes Profil <4˚C/s 15s bei 235˚C 100 min. Profil max. 60s 50 0 0,0 50,0 100,0 150,0 200,0 250,0 300 Zeit [sec.] Der Unterschied zu den Wellenlötverfahren liegt einerseits bei der geringeren maximalen Temperatur, die während des Reflowprozesses am Bauteil anliegt, andererseits in der Länge des Prozesses, der mit 300s fast 3 x so lange andauert wie das Wellenlöten. Die herkömmlich verwendeten Kunststoffe wie PA 66, das fast überall seine Anwendung...
Katalog auf Seite 4 öffnenAlle Kataloge und technischen Broschüren von WIELAND ELECTRIC
 RST® Catalog
RST® Catalog216 Seiten
 DIN RAIL TERMINAL BLOCKS
DIN RAIL TERMINAL BLOCKS176 Seiten
 samos®PRO COMPACT
samos®PRO COMPACT12 Seiten
 gesis® ELECTRONIC
gesis® ELECTRONIC84 Seiten
 Interface Katalog 2012
Interface Katalog 2012108 Seiten
 Wieland Produktübersicht
Wieland Produktübersicht40 Seiten
 Sicherheit geht vor
Sicherheit geht vor112 Seiten
 Sicher zum Ziel
Sicher zum Ziel10 Seiten
 Teilkatalog Leiterplattenklemmen
Teilkatalog Leiterplattenklemmen126 Seiten
 Industrie-Steckverbinder
Industrie-Steckverbinder4 Seiten
 wietap - Überspannungsschutz
wietap - Überspannungsschutz12 Seiten
 wipos - Stromversorgungen
wipos - Stromversorgungen4 Seiten
 AT-Katalog 2005 Seite 0487 - 0527
AT-Katalog 2005 Seite 0487 - 052741 Seiten
 RST®MICRO MICRO CONNECTION
RST®MICRO MICRO CONNECTION12 Seiten
 podis®5G6 POWER DISTRIBUTION
podis®5G6 POWER DISTRIBUTION2 Seiten
 podis®HELLO CHARGING
podis®HELLO CHARGING4 Seiten
 wieplan
wieplan2 Seiten
 HELLO WIND
HELLO WIND20 Seiten
 samos®pro COMPACT-PLUS Module
samos®pro COMPACT-PLUS Module2 Seiten
 Full speed ahead
Full speed ahead16 Seiten
 samos®pro
samos®pro2 Seiten
 selos+fasis
selos+fasis188 Seiten
 sensor pro
sensor pro8 Seiten
 HELLO LIGHT
HELLO LIGHT32 Seiten
 Modular flexibility
Modular flexibility12 Seiten
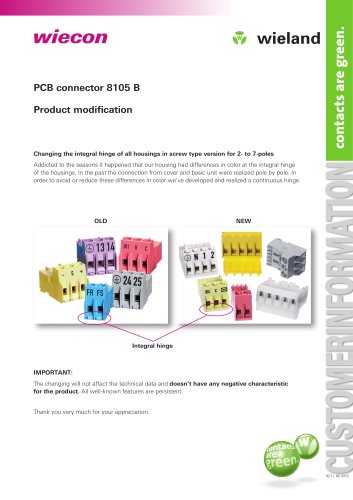
 PCB connector 8105 B
PCB connector 8105 B2 Seiten
 revos mini Q5
revos mini Q52 Seiten
 revos E-2000
revos E-200016 Seiten
 METALYNX2
METALYNX216 Seiten
 Revos docking
Revos docking2 Seiten
 wiecon
wiecon2 Seiten
 revos basic
revos basic2 Seiten
 Installation Column
Installation Column16 Seiten
 Machine building
Machine building24 Seiten
 PCB Terminals - Catalog
PCB Terminals - Catalog144 Seiten
 Metalynx² - Brochure
Metalynx² - Brochure16 Seiten
 smart Installation - Brochure
smart Installation - Brochure24 Seiten
 gesis® FLEX - Brochure
gesis® FLEX - Brochure12 Seiten
 wienet VPN router
wienet VPN router12 Seiten
 Terminal Block Catalog
Terminal Block Catalog160 Seiten
 podis® catalog decentralized automation
podis® catalog decentralized automation100 Seiten
 safety - Catalogue 2015
safety - Catalogue 2015118 Seiten
 gesis® indoor - Catalog 2015
gesis® indoor - Catalog 2015288 Seiten
 Machine building - Brochure
Machine building - Brochure24 Seiten
 gesis® RST® - Catalog 2015
gesis® RST® - Catalog 2015228 Seiten
 Timers
Timers20 Seiten









Archivierte Kataloge
 AT-Katalog 2005 Seite 0310 - 0327
AT-Katalog 2005 Seite 0310 - 032719 Seiten
- DC-Stromversorgung
- Panel-PC
- Panel-PC / Industrie
- AC/DC-Netzteil
- Datensteckverbinder
- Panel-PC / LCD
- Stromversorgungs-Steckverbinder
- Elektrischer Steckverbinder / Metall
- Überspannungsableiter
- Runder Steckverbinder
- Polymer-Steckverbinder
- Näherungssensor
- E/A-Modul
- Elektrischer Steckverbinder / innen
- Schraubverbinder
- Industriesteckverbinder
- Klemmenblock
- Zirkulärer Steckverbinder